您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 提高悬挑脚手架预埋件的预埋合格率
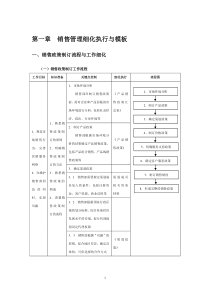
2012年度全国建设质量管理小组成果发布发布单位:江苏省华建建设股份有限公司发布时间:2012年7月课题:改进预埋方法,提高悬挑脚手架预埋件的预埋合格率一、工程概况内蒙古自治区教育厅办公楼施工实体效果图内蒙古自治区教育厅办公楼为框架—剪力墙结构,地下1层,地上11层,建筑高度为46.9米,总建筑面积21845.77平方米。该工程采用悬挑脚手架施工,脚手架共悬挑2次。第一次悬挑自4层楼面开始,第二次自10层楼面开始悬挑。脚手架第一次悬挑预埋技术采用传统式预埋件预埋,QC小组对传统预埋件进行了技术改进,在脚手架第二次悬挑时采用了改进后的预埋技术——简便拆装式预埋件预埋技术。简便拆装式预埋件安拆方便、操作简单、周转率高,保证了工程施工进度及脚手架工字钢挑梁安装质量。二、QC小组简介小组名称内蒙古自治区教育厅办公楼工程QC小组攻关型成立时间2010.6.25活动起止时间2010.6.25~2011.5.29HJBJ-1006小组成员序号姓名年龄性别职称、现任职务组内职务1周新峰34男工程师、第三工程处技术主任、项目工程师组长2夏建平54男高级工程师、第三工程处生产主任副组长3朱福生42男工程师、项目部执行经理成员4夏鹏飞29男工程师、施工员成员5朱开民44男助理工程师、质检员成员6周新25男助理工程师、施工员成员7徐斌31男工程师成员制表人:夏鹏飞制表日期:2010年6月25日附表一三、计划(plan)1、选择课题工程施工要求:预埋件数量多,预埋质量要求高,成型后保证一次预埋合格率高的难度大。工程质量、安全要求:国家优质工程奖、内蒙古自治区级建筑施工安全质量标准化工地。工程重要性:传统的双“L”、“Ω”型预埋件加工不规则、可操作性不强及施工成型后易出现下沉、倾斜、移位等质量问题,导致安装工字钢后周边间隙偏大及安装工字钢后无法用螺母固定,这些质量问题降低了悬挑脚手架的安全性能。工程紧迫性:本工程主体结构已施工至4层,主体结构施工按进度计划要求是6d/层,悬挑脚手架将从10层楼面进行第2次悬挑。课题选择为——《改进预埋方法,提高悬挑脚手架预埋件的预埋合格率》2、现状调查工程名称内蒙古自治区教育厅办公楼工程部位4层楼面抽查点数87合格点57不合格点30合格率66%预埋件第一次预埋情况调查表附表二制表人:夏鹏飞日期:2010年6月27日双“L”型预埋件“Ω”型预埋件双“L”型预埋件螺杆丝头质量不符合要求,螺母无法旋进“Ω”型预埋件加工不规则,工字钢周双“L”型预埋件下沉,工字钢无法用螺母固定边间隙过大质量问题饼分图“安装工字钢后周边间隙偏大”频率为43%“安装工字钢后无法用螺母固定”频率为55%“其他”频率为2%经分析调查,“安装工字钢后周边间隙偏大”和“安装工字钢后无法用螺母固定”是影响悬挑脚手架预埋件预埋质量的两大问题。3、设定目标4、原因分析预埋件加工太随意人操作人员技能差加工前没培训料安装工字钢后周边间隙偏大用于加工预埋件的钢筋长短不一加工材料规格型号不统一法需要留有较大的安装空隙同一工字钢前后两预埋件尺寸对比偏差大预埋件加工参数不明确没有详细的加工技术交底使用的三级钢下脚料没有经过预选工字钢与预埋件周边用木方填嵌施工工艺较落后机测量工具有误差盒尺没有检测安装工字钢后周边间隙偏大因果分析图制图:夏鹏飞制图日期:2010年7月2日安装工字钢后无法用螺母固定因果分析图制图:夏鹏飞制图日期:2010年7月2日预埋件下沉质检人员不足质量意识不强现场检查力度不够责任心差责任未落实到个人人施工人员踩踏没有实施成品保护措施料操作不认真安装工字钢后无法用螺母固定采用废弃直螺纹接头对预埋件螺杆丝头质量要求不严机法螺杆丝头加工好后螺母无法安装螺距及有效螺纹中经误差偏大加工丝头的设备环刀没有更换螺杆丝头遭损坏未采用塑料保护套保护预埋件螺杆长度不足预埋件下沉固定不牢固固定在板筋上采用L型钢筋与废弃直螺纹接头接长焊接没有详细的工艺操作标准砼浇筑时没人及时检查、调整环施工场地小现场材料乱堆乱放场地规划不合理机测量工具有误差盒尺没有检测没有教育培训没有制定责任制度5、要因确认要因确认计划表附表五序号末端因素确认内容确认方法标准责任人时间1加工前没有培训是否全部培训及对工艺的了解情况现场调查操作要领100%掌握周新峰2010.7.32使用的三级钢下脚料没有经过预选是否材料筛选现场调查统一采用Φ20圆钢加工螺杆夏鹏飞2010.7.33施工工艺较落后确认工艺是否操作性强调查分析工艺创新,可操作性强周新峰2010.7.34没有详细的加工技术交底检查加工技术交底现场调查编制加工技术交底夏鹏飞2010.7.35盒尺没有检测检查是否有合格证明现场调查有产品合格证明周新峰2010.7.46没有制定责任制度查看是否制定责任制度现场调查有制度且100%实施周新峰2010.7.4要因确认一末端因素:加工前没培训标准:操作要领100%掌握实测:经调查,现场预埋件螺杆丝头加工由专门的直螺纹接头加工人员加工,加工人员在上岗之前由厂家对其进行专门培训并考核,考核合格率为100%,操作人员100%持证上岗。结论:非要因要因确认二末端因素:使用的三级钢下脚料没有经过预选标准:统一采用Φ20圆钢加工螺杆实测:现场预埋件加工均采用主体结构施工期间三级钢下脚料,钢筋力学性能要求符合规范要求。结论:非要因要因确认三末端因素:施工工艺较落后标准:工艺创新,可操作性强实测:传统预埋件在施工时暴露出来的质量弊端较多如因工艺需要,工字钢与预埋件四周需留较大的间隙、预埋件的下沉和倾斜导致工字钢无法用螺母固定等。结论:是要因要因确认四末端因素:没有详细的加工技术交底标准:编制加工技术交底实测:经调查,操作人员在加工预埋件时手上持有项目部技术人员手绘的加工草图,草图中没有详细的加工尺寸和明确的加工注意点,这种交底方式工人对交底的内容也是含糊不清,直接影响了预埋件的加工质量。结论:是要因要因确认五末端因素:盒尺没有检测标准:有产品合格证明实测:经调查,本工程所使用的盒尺均根据公司管理体系文件中的监视和测量装置控制程序的要求进行自行校准,盒尺校准合格并有合格检测证明。结论:非要因要因确认六末端因素:没有制定责任制度标准:有制度且100%实施实测:小组成员周新峰对责任制度进行检查,检查发现项目部已根据公司管理方针制定了针对性的责任制度并把责任落实到了个人。结论:非要因要因确认七末端因素:质检人员不足标准:配备足够的质检人员实测:小组成员朱福生对预埋件质量检查情况进行了调查,调查发现,劳务分包配备一名质检员专门检查预埋件施工质量,项目部也配备一名专业质检员跟踪检查,质检人员配备充足。结论:非要因要因确认八末端因素:没有教育培训标准:考试合格率达80%以上实测:该项工程正式施工前,项目部组织预埋件施工班组召开质量意识教育大会并形成了文字记录,会后项目部对所有职工进行考核,合格率为85%,考核内容如下:考核情况检查附表六制表人:夏鹏飞制表日期:2010年7月6日经过教育培训后,施工人员的质量意思有所提高,满足施工质量控制要求。结论:非要因考核内容班组人数考核情况合格率不合格合格良好质量控制一般规定1023580%施工准备阶段质量控制14590%施工阶段质量控制22680%检查、验证要求16390%合计6151985%要因确认九末端因素:没有实施成品保护措施标准:按方案实施实测:QC小组成员夏鹏飞通过检查,发现本工程施工过程中由技术负责人编制的成品保护方案,并经总监审批,符合施工要求。结论:非要因要因确认十末端因素:砼浇筑时没人及时检查、调整标准:设置值班人员实测:砼浇筑时间,项目部安排技术人员进行值班,通过检查发现,预埋件施工班组在砼浇筑期间没安排专人检查预埋件受损情况,而砼班组浇筑砼时对于受损的预埋件也不及时通知预埋件施工班组。结论:是要因要因确认十一末端因素:对预埋件螺杆丝头质量要求不严标准:螺距及中径误差符合6f级要求实测:项目部过于考虑预埋件施工成本,要求操作人员采用主体结构施工废弃的直螺纹接头加工预埋件螺杆,操作人员没有对废弃的直螺纹接头进行预选,导致工字钢安装时直螺纹套筒无法旋进。结论:是要因要因确认十二末端因素:场地规划不合理标准:符合文明施工要求实测:经现场调查,施工现场平面布置按照施工组织设计要求进行规划布置,现场各专业各班组使用的材料分类堆放、码放整齐,现场有专门信号工进行指挥,项目部也安排了管理人员进行现场协调,符合文明施工要求。结论:非要因要因确认十三末端因素:加工丝头的设备环刀没有更换标准:更换新环刀实测:经现场调查发现,操作人员加工技术熟练,每加工一批预埋件螺杆丝头时便对加工机械设备的“行程挡块”和“环刀”进行检查和维护结论:非要因要因确认十四末端因素:未采用塑料保护套保护标准:加工好的丝头必须套上保护帽实测:现场有专门的场地供加工好的预埋件螺杆堆放,螺杆丝头大部分都套上了保护帽,极少部分有脱落现象。结论:非要因要因确认十五末端因素:固定在板筋上标准:预埋件固定的依靠物必须平稳牢固实测:传统预埋件采用火烧丝与板筋(双层双向)连带绑扎,板筋经过频繁的踩踏后火烧丝易脱扣、松动,预埋件也会随着板筋上下随之起伏,而引起预埋件的下沉、倾斜、移位,因此预埋件固定的牢固程度是影响预埋件质量问题的重要因素。结论:是要因要因确认十六末端因素:没有详细的工艺操作标准标准:工艺标符合规范要求实测:经调查,预埋件在施工时大部分操作人员凭主观经验操作,相关的质量要求和施工注意点操作人员不了解。结论:是要因通过以上调查分析,我们找出了6个主要因素,分别为:施工工艺较落后没有详细的加工技术交底砼浇筑后没人及时检查、调整对预埋件螺杆丝头质量要求不严固定在板筋上没有详细的工艺操作标准对策评价选择表附表七序号要因提出对策对策分析比较对策确定1施工工艺较落后采用新型预埋件。新型预埋件预埋简便,可周转使用对策一与对策二相比质量可控性好、更经济性。√完善传统预埋件工艺操作流程。传统预埋件的预埋质量难以控制且不可周转使用,浪费材料。2没有详细的加工技术交底项目部编制加工技术交底。加工图中有详细的加工尺寸,从各个角度剖面绘图并辅以文字说明,简单直观明了。对策一与对策二相比简单直观明了,可操作性强,加工不易出错。√组织操作班组进行口头技术交底。操作人员对口头技术交底不能很好的理解。3砼浇筑时没人及时检查、调整完善值班制度。根据值班计划轮流值班并将责任落实到值班人和班组,做到人与人、班组与班组的相互沟通,有利于预埋件预埋质量的控制。对策一与对策二相比,责任制度落实的效果更明显。√安排专人跟踪检查长期做同一份简单轻松的工作,易产生厌烦麻痹心理,效果适得其反。4对预埋件螺杆丝头质量要求不严由专业厂家按规范要求统一加工。专业厂家批量生产,专业性强、精度高、生产周期短,满足工程进度需求。对策一与对策二相比更能保证丝头的质量,同时也满足工程进度需求。√由加工直螺纹接头的人员加工主体结构施工工期紧,直螺纹接头加工人员安排紧张且加工质量参差不齐,不能满足工程进度需求。5固定在板筋上固定在模板上。预埋件与板筋分离,减少钢筋对预埋件的扰动。对策一与对策二相比操作更简单,质量更能控制。√将预埋件撑脚与板筋焊接。板筋为三级钢,三级钢可焊性差,大面积的焊接降低钢筋受力性能且焊接后预埋件还需采取其他辅助固定措施。6没有详细的工艺操作标准编制具有针对性的工艺操作技术交底。书面技术交底中突出操作的重点、难点,图、文结合有利于操作人员对要点的理解和操作,有利于质量控制。对策一与对策二相比有利于操作人员对技术交底的理解,更能接受。√组织操作班组进行口头技术交底。操作人员对口头技术交底不能很好的理解。制表人:夏鹏飞制表日期:2010年7月8日6.制定对策序号要因对策目标值措施地点完成时间责任人1施工工艺较落后采用新型预埋件加强预埋件预埋的可操作性1、成立技术攻关小组,重新设计新型预埋件,以新型预埋件代替传统预埋件,操作简单,降低劳动强度;2、将传统预埋件的“L”型撑脚改成由2块100×100×10的钢板撑脚,增加预埋件自身的稳定性;3、改变预埋件的固
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 yyxx5241
yyxx5241
本文标题:提高悬挑脚手架预埋件的预埋合格率
链接地址:https://www.777doc.com/doc-2137157 .html