您好,欢迎访问三七文档
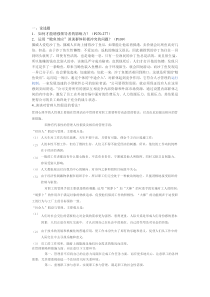
热室压铸机图3-1图3-3立式冷室压铸机推杆型芯型腔冲头勺子图3-2卧式冷室压铸机第三章压铸机压铸机是压铸生产中能提供能源和提供压铸工艺参数的基本条件,是实现压铸工艺特点,获得优质压铸件的基础。为了提高劳动生产率和经济效益,合理地选择压铸机机型,正确地操作和维护好压铸机,保证压铸机处于良好的运行状态,是压铸生产中的基本工作。第一节压铸机的分类及型号规格一,压铸机的分类压铸机按压室的受热条件的不同,通常分为冷室压铸机和热室压铸机两大类;冷室压铸机又分为卧式和立式二种。热室压铸机的特点是压室和压射冲头浸在熔融的金属熔液中,如图3—1,3—2,3—3所示。冷室压铸机的特点是压室和压射冲头不浸在金属液中,如图所示。卧式压铸机的特点是压室的中心轴线是水平的,而立式压铸机的中心轴线是垂直的。二,国产压铸机代号的意义根据JB30000—81铸造设备信号编制方法规定JZ表示机器的改型顺序号,如A、B、C......机器锁模力参数,近似锁模力的1/100KN表示机器的型号1—代表卧式压鑄机2—表立式压鑄机表示机器分类1-代表冷室压铸机2-代表热室压铸机特殊符号有Z表示机器是自动或半自动的代表金属压铸机三,压铸机的参数规格我国于2007年12月制定了《冷室压铸机》GB/T21269国家标准,(标准从2008年6月开始实施)标准见表3—1,卧式冷室压铸机规定了17种规格,合型力从630KN到45000KN;立式冷室压铸机有6种规格,合型力从630KN到6300KN;热室压铸机与立式冷室压铸机一样3—2立式冷室压铸机基本参数JB/T8083—2000合型力KN≥630≥1000≥1600≥2500≥4000≥6300拉杠之间的内尺寸mm(水平垂直)≥280280≥350350≥420420≥520520≥620620≥750750动型座板行程Lmm≥250≥300≥350≥400≥450≥600压铸型厚度H最小150150200250300350mm最大350450550650750850压射位置(0为中心)mm0—0—0—08001000150压射力KN≥160≥200≥300≥400≥700≥900压射室直径mm50~6060~7070~9090~110110~130130~150最大金属浇注量(铝)kg0.61.02.03.67.511.5液压顶出器顶出力KN—≥80≥100≥140≥180≥250液压顶出器顶出行程Smm—≥60≥80≥100≥120≥150一次空循环时间s67.59101316JB/T8083—2000与GB/T21269—2007的数值相同3—3热室压铸机基本参数JB/T8083—2000合型力KN≥630≥1000≥1600≥2500≥4000≥6300拉杠之间的内尺寸mm(水平垂直)≥280280≥350350≥420420≥520520≥620620≥750750动型座板行程Lmm≥250≥300≥350≥400≥450≥600压铸型厚度H最小150150200250300350mm最大350450550650750850压射位置(0为中心)mm0—05006008001000150压射力KN≥50≥70≥90≥120≥150≥200压射室直径mm60708090100110最大金属浇注量(铝)kg1.22.53.557.512.5液压顶出器顶出力KN—≥80≥100≥140≥180≥250液压顶出器顶出行程Smm—≥60≥80≥100≥120≥150一次空循环时间s4567810也有6种规格,合型力从630KN到6300KN。见表3-2,表3-3。目前我国压铸机生产厂家已接近100家。各类压铸机的性能比较热室压铸机—压室与熔炉连成一个整体,适宜压铸低熔点的合金,结构简单,金属氧化夹杂少,生产效率高,比压较低,压室更换不方便。冷室压铸机—压室与熔炉分开,能压铸各种有色合金材料,比压高,能生产大型的铸件,能源消耗较大,生产效率比热室机低。立式冷室压铸机与卧式冷室压铸机比较曲肘合模结构-4卧式机:压力损失小,合金液在压射前容易流入型腔,压射头经常与合金接触,压室磨损较大,合金液填充性能好。立室机:压射前合金液不会流入型腔,采用中心浇口方便,合金液转900进入浇道,生产效率低,合金余料多,利用率低。第二节压铸机的基本结构压铸机的基本结构由下列八个部分组成:1,合模机构带动压铸模的动模部分使模具分开、合拢的机构。由于压射填充时,合拢后的动模有被金属液的胀型力胀开的趋势,所以它还具有锁紧模具的功能。因此一副模具在选择压铸机进行前,还应对压铸机的锁模力进行校核。即模具上的投影面积乘以比压时的胀型力要小于机器的锁模力。现压铸机的合模机构均为液压、曲肘机构如图3—4。由合模缸产生的液压推力,推动连接合模缸座和动模墙板之间的曲肘机构,直到伸直到“死点”,从而紧推动模墙板,进行锁模。有的合模机构还带有合模安全装置,合模力(拉杠)受力显示装置,合模力还能自动进行调节。2,压射机构压铸机的压射机构是将熔融金属压进模具型腔形成铸件的机构。压射过程的压力、速度等主要工艺参数都是由它而产生。压铸机拥有性能优良的压射机构是获得优质压铸件的可靠保证。压铸机的压射结构主要特点是三级压射;即低速排除压室中的气体,高速填充型腔和不间断地向液态合金提供稳定的高压,直至合金凝固。即两级速度,一级增压。我国JB/T8084.2—2000冷室压铸机技术条件标准也对空压射速度、增压建压时间作了规定。见表压铸机慢压射也应具有0.1-0.1~0.3+0.2m/s的调整范围。而且现代压铸机均具有压射、增压压力冲击峰值小,反应灵敏,各压射工艺参数独立调节互不干扰等优点。目前的压射增压系统一般采用靠控制增压缸背压腔的压力来实现增压的压射机构和背压腔无背压的两种压射机构见图3—5,图3—6液压传动系统压铸机的运行是由液压传动系统来进行的。液压传动系统包括动力设备及液压管网等。主要组成部分为:1)动力设备—驱动电机、油泵和蓄能器等。2)压力控制元件—溢流阀、卸压阀、减压阀、顺序阀和压力继电器等。3)流量控制元件—节流阀、调速阀、行程阀等。4)方向控制元件—电磁换向阀、电液换向阀等。图3-5图3-65)管路系统—液压管道、油箱、油缸、滤油器、冷却和加热器等。6)安全保护器件—安全阀、压力继电器和温度控制器等。3,操作控制系统压铸机的操作控制系统大都是采用液压操纵与电器控制。其控制、操纵系统应能满足三个基本要求1)保证压铸工艺规范的实施。2)人身及机器安全均有可靠的保证。3)操作方便,自动报警装置及紧急停车按钮的安装位置要醒目,便于观察和操作。压铸机的工作程序压铸机的工作程序一般有(1)点动调整程序(2)程序手动(3)半自动(4)全自动。压铸机的点动调整程序只用于压铸机的调整,出于安全上的考虑,没有快压射动作。程序手动,虽然是手动,但仍按规定程序操作,如果一个动作发生故障,以后的动作就无法进行下去。半自动程序是机器在一个程序循环中,要按动一次以上的操作按钮,通常是泵启动后,按动合模按钮,待插芯及合模动作完成后,再操纵压射按钮,其余动作则自动按程序进行。全自动压铸机的程序是机器后,全部动作按预定程序自动进行。压铸机除了有可靠的动作安全连锁外,一般还设有许多安全措施,如防护门,双手合模按钮,合模低压保护,机器参数和动作程序显示,安全报警及警急停车按钮等。现代压铸机还配有程序控制及工艺参数自动检测实时控制等功能。4,机座和油箱机座是整个压铸机的各种机构和系统的支承体。一般的压铸机都是通过拉力柱将合模机构和压射机构连成一个牢固的整体,并固定在机座上。油箱是压铸机工作液存储的容器。为了减小机器的容积,一般压铸机都将机座设计成箱体时式,机座箱体内部即为储油的油箱。5,顶出器和液压抽芯压铸机的合模机构上都附有顶出铸件的装置。(称为顶出器)一般压铸机均采用液压中心顶出器,装于动型板的背面,由动力油缸组成,由顶出板将油缸联结在一起。顶出板上有较多的顶杆孔,并与动型板上的孔相对应,便于摸具选择合适的顶杆位置,顶杆顶出后能延时一段时间返回,以利于清理摸具和上涂料。为了满足铸件特殊部位抽芯的需要,压铸机的动、定型板上都附有液压抽芯器,供压铸模设计抽、插芯之用。由电液阀和电器按规定的程序进行动作。6,冷却和润滑系统冷却系统由冷却水管和回水管组成,它的作用是输送冷却液压油,供压铸模及型板冷却。润滑系统由润滑油泵,油压表,输油管及电器元件组成。其作用主要是定时润滑曲肘及其他运动副处的润滑点,保证机器的正常运转。7,安全防护装置压铸机的合模部分设置防护门是一种安全措施,可以有效地防止从模具分型面喷溅出的金属液烫伤操作人员。机器的安全防护装置还有安全液压压力、油温过高、滤油器堵塞、报警等电气装置也是对机器安全工作的保护措施。第三节压铸机的安装和维护一,压铸机安装调试1,场地选择安装压铸机的场地应考虑到机器安装后,应留有足够的空间,以保证各个部件可以装拆维修,同时需有足够的光线照明设备和较好的通风条件,应具有冷却水,压缩空气和电源管线的设施及足够的用量,及消防器材的设备等。2,基础施工压铸机的基础应按说明书规定的尺寸要求进行施工。浇注水泥混凝土时,应予留地脚螺栓孔,且可以考虑机器漏油和集中漏油预防处理方法。在安装机器和紧固地脚螺栓的螺母时,必须要注意,一定要在水泥混凝土硬化并达到规定强度之后才能进行。3,机器安装压铸机在安装时必须采用牢固,可靠的固定方法,同时还要保证机器安装时校正水平方便,一般采用地脚与锲铁结合的安装方法。以便于校正机器水平后,再旋紧地脚螺栓的紧固螺母。压铸机水平调整时,要求拉杠纵横平均至水平仪读数不超过0.2/1000。4,试车准备1)试车前先要了解压铸机说明书的内容,熟悉机器的运转原理,结构性能,操作调整方法及安全防护知识。2)检查,清洗空油箱,过滤器,蓄能器等(视情况)将机器上的防锈油,灰尘去除。3)油箱内加入清洁的机械油,加油量以油标达到上限为度。(待机器试运转至开模动作后,可以再加第二次油。)4)根据机器润滑系统示意图,在机器各相应润滑处或润滑点,加注润滑油或润滑脂。5)接通电源,冷却水源,排水管道及压缩空气等。6)向各蓄能器内充氮气,充氮压力根据说明书上的要求,在最后一次充氮气之后,经过一定的时间间隔,待蓄能器和外界温度平衡后,再检查氮气压力。7)调整高、低泵的压力分配、安全阀、压力继电器压力等,检查管路系统,油泵及管路有无异常声音,检查有无异常情况后,可进行空运转试验。8)试车前,必须在动型板上装上压铸模或代用模垫,其厚度不得小于规定的最小厚度。9)压铸机在进行试车调试后,还应对其精度进行测试。精度测量的项目主要有:(1)动型座板与定型座板工作表面间的平行度,公差值应小于表中的a值。(2)拉杠相互间的平行度,测量值应小于表中的a1值。(3)压射室轴线与压射活塞杆轴线的重合度卧式冷室压铸机测量值小于表中a2值。立式冷室压铸机测量值小于表中a3值。表3-4为GB/T21269—2007冷室压铸机精度标准。3—4精度公差值测量长度L公差值aa1a2a3≤250.030.020.020.03>25~400.040.0250.040.04>40~630.050.030.060.05>63~1000.060.040.080.06>100~1600.080.050.10.08>160~2500.100.060.120.10>250~4000.120.080.150.12>400~6300.150.100.20.15>630~10000.200.120.250.20>1000~16000.250.150.30.25>1600~25000.300.200.350.30>2500~35000.350.250.40.35二,压铸机的维护保养为了保证压铸机能够正常运转,必须重视和经常进行机器的维护和保养,才能保证生产的正常进行,并延长机器的使用寿命。压铸机的维护保养主要包括三个方面:即机械、液压、电器三个部分。对压铸机进行维护保养,按检查时间
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 italyacmilan
italyacmilan
本文标题:第三章压铸机
链接地址:https://www.777doc.com/doc-2181716 .html