您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 激光干涉仪检测数控机床线性精度探讨
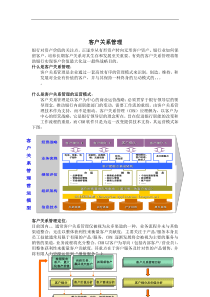
激光干涉仪检测数控机床线性精度探讨一.概述激光干涉仪,以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量工具,激光干涉仪可用于精密机床定位精度、重复定位精度、微量位移精度的测量,为机床误差修正提供依据。使用激光干涉仪检测机床各项误差并进行修正是传统测量手段难以实现的技术,是大幅度提高数控机床的加工精度的关键措施。二.使用激光干涉仪校准机床的必要性首先,新机床出厂前都要进行定位精度和重复定位精度以及反向间隙的检测,现在大多使用激光干涉仪进行.其次,机床使用一段时间后,由于丝杠的磨损和其它原因,精度会逐渐丧失,这时需要使用激光干涉仪进行精度的再校准.最后,激光干涉仪还可以进行其它项目的检测,例如直线度,垂直度,角度等.。三.激光干涉仪测量原理激光器发射单一频率光束射入线性干涉镜,然后分成两道光束,一道光束(参考光束)射向连接分光镜的反射镜,而第二道透射光束(测量光束)则通过分光镜射入第二个反射镜,这两道光束再反射回到分光镜,重新汇聚之后返回激光器,其中会有一个探测器监控两道光束之间的干涉。若光程差没有变化时,探测器会在相长性和相消性干涉的两极之间找到稳定的信号。若光程差有变化时,探测器会在每一次光程变化时,在相长性和相消性干涉的两极之间找到变化信号,这些变化会被计算并用来测量两个光程之间的差异变化。四.激光干涉仪线性测量步骤(1)安装设置激光干涉仪(2)将激光束与被测量的轴校准(3)启动测量软件,并输入相关参数(如材料膨胀系数)。(4)在机床上输入测量程序,启动干涉仪测量,并记录数据。(5)用测量软件分析测量数据,生产补偿文件。光束快速准直步骤(1)沿着运动轴将反射镜与干涉镜分开。(2)移动机床工作台,当光束离开光靶外圆时停止移动。垂直光束调整(3)使用激光头后方的指形轮使两道光束回到相同的高度。(4)使用三脚架中心主轴上的高度调整轮使激光头上下旋转,直到两道光束都击中光靶中心。水平光束调整(5)用三脚架左后方的小旋钮,调整激光头的角度偏转,使两道光束彼此重叠。(6)用三脚架左边中间的大旋钮,调整激光头的水平位置,使两道光束击中光靶的中心。(7)沿着运动轴重新开始移动机床工作台。在看到光束移开光靶时再次停止。重复步骤3到6,直到完成整个轴向的光镜准直。(8)达到轴的末端时,将机床移回,使反光镜及线性反射镜互相靠近。注:若其中一道光束离开光闸的光靶,是由于反光镜侧向偏移所造成。上下左右移动反光镜,使从反光镜返回的光束与干涉镜的光束在光闸的光靶上互相重叠。重复步骤1到8,直到两道光束在整个运动轴长度范围内都保持在光靶的中心。(9)保持光束和测量轴准直。将光闸旋转到其测量位置。当反光镜沿着机床的整个运动长度移动时,检查线性数据采集软件中显示的信号强度。五.测量误差的产生和消除方法1)机器温度的影响机床温度偏离,将导致输入的膨胀系数与材料的实际变化不同,影响测量精度。如果温度传感器的精度为±0.1℃,而膨胀系数变化10μm/℃时,将产生±1.0μm的测量误差;若输入不正确的机器热膨胀系数输入不正确,产生的误差会更多。因此,应保证外界环境温度的稳定性,最好在恒温环境中测量。2)死程误差的影响死程误差是在线性测量过程中与环境因素改变有关的误差,这时已采用自动补偿单元的补偿功能进行消除。在正常状况下,死程误差并不大,而且只会发生在定标后以及测量过程中的环境改变。路径L2的激光测量死程误差与两个光学元件间的距离有关,此时系统定标为L1。若干涉镜及反射镜之间没有动作,且激光束四周的环境状况有所改变,整个路径(LI+L2)的波长(空气中)都会改变,但激光测量系统只会对L2距离进行补偿。因此,死程测量误差会由于光束路径L1没有获得补偿而产生。因此在设定定标位置时,固定反射镜和移动镜组应尽力彼此邻接,以此减小死程误差。死程误差来源图降低死程误差操作3)环境的影响在使用激光干涉仪对数控机床的位置精度检测中,导致测量精度偏差的因素很多,必须采取措施分析消除。外界环境的变化将会对测量数据的准确性参数影响,如空气温度变化1℃、空气压力变化0.3kPa、相对湿度变化30%。尤其是振动对测量准确性的影响,振动产生的影响主要表现在测量数据的分散,重复测量精度差,甚至导致无法测量。因此,应保证外界环境的稳定性,最好在恒温环境中测量。在外界环境偏离测量要求的标准条件时,可使用相关的补偿参数加以修正,测量软件可自动对温度、压力、湿度等条件进行补偿。尽量减少热源(照明灯、机床工作灯)。尽可能的减少外界的各种振动,可以在下班后比较安静的环境下测量。干涉仪的安装位置尽量靠近机床,并用较短的加长杆固定光学元件。磁力表座应直接吸在机床床身或刀架等表面,避免吸装在机床护罩或护盖较薄弱的部分,确保吸装的表面平坦且没有油渍及尘土。4)余弦误差的影响激光束路径与运动轴之间存在的任何未准直都会造成测得的距离和实际的运动距离之间有差异。因未准直所得测量误差通常被称为余弦误差。此误差的大小与激光束和运动轴间的未准直角度有关。余弦误差当激光测量系统与运动轴未准直时,余弦误差会使得测量的距离比实际距离要短。随着角度未准直的增加,误差也跟着显著增加,如下表所示:角度(mm/metre)角度(弧分)误差(ppm)0.451.530.11.003.430.51.404.871.03.2010.875.04.5015.3910.010.0035.3950.0要使余弦误差达到最小,测量激光束必须准直,并与运动轴平行。在长于一米的轴上,使用提供的准直步骤很容易达到这个目的。但在较短的轴上就变得相当困难,需用“最大化激光读数”方法来最优化准直并使余弦误差最小:若激光测量出现余弦误差,则激光读数将会小于原本应有的数值。因此,通过仔细调整激光头的俯仰及偏转,直到取得最大的激光读数,就能消除短轴上的余弦误差。操作步骤如下:1.沿着运动轴准直光束。2.移动轴以使镜组靠近并定标激光读数。3.移动轴,使镜组彼此离的越远越好。4.仔细调整激光头的俯仰和偏转控制,取得最大的激光测量读数。注:使用这个方法时需要特别小心,但却非常有效。可能有必要先做一连串的细微调整并在每一次调整后放松控制,才能看出对激光读数的作用。也可能需要平移激光头来保持准直。可能也有必要选择测量显示屏上的最大分辨率设定,并开启“短平均”状态。完成后,最好重复上述的步骤以确认准直。不要假设由于信号强度在整个运动轴上都保持不变,准直就会完美无误。校准软件中的信号强度表的灵敏度和分辨率不足以确保短轴上的精确准直。六.结语激光干涉仪是检测机床线性精度的一个非常有效的设备,但是在实际测量中会有各种因素干扰测量结果,必须采取措施降低这样因素带来的不利影响,从而得到更精确的测量结果,有利的提高机床性能。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 只爱你的坏
只爱你的坏
本文标题:激光干涉仪检测数控机床线性精度探讨
链接地址:https://www.777doc.com/doc-2215107 .html