您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 热变形误差是影响机床加工精度的重要因素之一
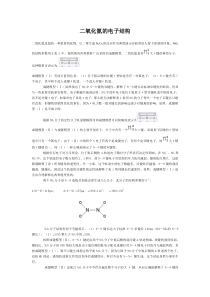
热变形误差是影响机床加工精度的重要因素之一,通过误差补偿的方法可以提高机床的加工精度。研究了通过实时补偿热变形误差提高数控机床加工精度的方法,阐述了热误差的基本原理,介绍了热误差的测量方法。采用模糊聚类的方法来布置测温点,利用多元线形回归方法建立了机床热变形与温升之间的数学模型。在补偿系统的作用下,在加工过程中对数控机床进行实时补偿。实验结果表明补偿效果很好。数控机床热变形误差检测数控机床热误差补偿技术主要包括如下四项内容:测温点的选择;误差信号的测量;信号处理与建模;误差的补偿控制与执行。可见热变形误差检测主要包括两个方面的内容:一是测量数控机床上若干测温关键点的温升;二是测量主轴在三个方向上的漂移量,即是对机床误差的测量。测温点的选择与温度测量合理正确的选择温度测点有利于我们进行建模工作。本文首先采用模糊聚类的分析方法,对测温点进行分类,再通过回归分析中的修正的复判定系数对温度变量进行优化组合(由于机床热误差是由温升引起的,所以这里我们选择的温度变量为各测温点的温升),这样既有利于减少测点的数量,又避免了的误差模型中的变量耦合,提高了误差模型的精确性和鲁棒性,保证了误差补偿模型的有效性。布置热电偶传感器测温点的选择一般遵循如下原则:温度传感器的数量应不少于内部热源的数量;传感器应尽量靠近热源;为获取最佳的传感器个数和位置,初期的测量实验应设置尽量多的测量点,以保证不丢失重要信息。根据对机床结构的分析、热源分布、热量传播、敏感部分等的理论分析和初步实验,在床身上比较重要的位置分布了个热电偶传感器测量温度,如图8所示。热电偶传感器的位置与作用如表8所示。热误差的测量系列加工中心主要是由主轴箱,立柱,工作台和机床电气部分组成。加工中心是全闭环系统,三轴运动误差由光栅尺的补偿作用被消除,主要变形误差是由主轴箱和主轴变形产生的。主轴箱箱体材料为灰铸铁,轴承外套和主轴材料为45钢,轴承内外圈材料为轴承钢。因此在机床运行时,由于各种材料的膨胀系数不同,轴承在径向和轴向产生的热变形增加了轴承的预紧力,使摩擦力增大,摩擦产生的热量也增加。发热量的急剧增加使得主轴和主轴箱变形量也急剧增加。机床热误差是由于在机床内外热源的作用下,刀具相对于工件产生热位移造成的。系统热变形参数的测量主要采用五点法,即在主轴上安装标准芯棒,在yzzx平面分别安装两个间距为的千分表,在平面安装一个千分表。在芯棒端面安装一个千分表,其布局如图所示。在机床未升温状态调整好千分表的读数,对芯棒初始位置进行测量,作为基准参考值。然后机床以一定的方式运转,每隔一段时间对千分表进行读数,并记录数据。在新状态下的测量值相对于参考值的变化反映了机床的热漂移,从所测热漂移量可以得到各方向上的热误差。记录实验数据如图2和图3所示。热误差补偿模型的建立方法多元线性回归多元线性回归是利用统计方法寻求多输入和单输出关系的模型。在热变形情况下,可以得到一组表达多点测量温度输入和一个方向位移输出关系的线性关系,因为热变形是多方面的,所以每个方向可以分别独立求得一组系数。各个方向合在一起,即可得到的多输入多输出模型。多元线性回归的数学模型为相应的回归方程为模型的建立机床的温度场是连续并且随时间变化的,必须通过测量温度场中有限个点的温度,将温度场离散化,并且利用温度传感器测量得到t.用五点法来测量芯轴的热误差,分别为ξ由于机床热变形情况比较复杂,可利用多元线形回归,通过多个温度测点的线形组合来表示热变形与温度之间的关系由于轴方向的误差很小,可以不考虑。根据实验所测数据,建立、轴热误差模型为:时间,热误差,为了验证热误差的补偿效果,进行补偿后机床实验,结果显示,机床误差补偿效果很好,、轴方向上的误差都减小。其流程如图7所示。具体实现如下:在机床上采集1点和3点的温度数据,利用多元回归算法进行计算,算出机床热变形误差的补偿方程。将计算得到的误差补偿方程的模拟量输入到补偿模块中转化为数字量;利用系统补偿模块实时采集1点和3点的温度。将采集的温度输入到可编程控制器的计算模块,利用的计算功能,将采集到1点和3点的温度代入补偿方程中,实时算出此时机床需要补偿的和方向的补偿值。并将此数值传给机床数控系统;利用数控系统本身的控制功能,结合plc计算得出的需要补偿的数值,来控制机床三轴运动,改变机床的零点位置,达到实时补偿的目的。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 云楚楚
云楚楚
本文标题:热变形误差是影响机床加工精度的重要因素之一
链接地址:https://www.777doc.com/doc-2216962 .html