您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 焦化管带机长周期运行技术调研-韩靖
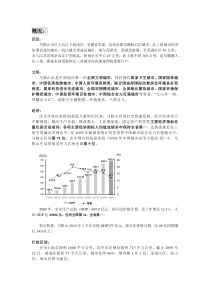
焦化管带机长周期运行技术调研洛阳分公司焦化车间程前进韩靖席占君刘岳军摘要:延迟焦化装置的管带机是石油焦输送的主要设备,其保持安全、长周期运行决定了焦化装置的20小时生焦周期各操作节点能否顺利进行的关键。通过对兄弟企业的调研,本文对管带机在运行中经常出现跑偏和扭曲变形的问题进行分析,并提出具体调整和预防措施,以及操作使用中的注意事项。关键词:延迟焦化管带机跑偏措施洛阳分公司延迟焦化装置石油焦输送的管状带式输送机(简称:管带机)主要是将焦化装置生产的石油焦除满足热电站CFB锅炉需要之外的石油焦输送到焦场来外卖。由于管带机在使用过程中容易出现跑偏和翻转,无法正常输焦,严重影响焦化装置的安全生产,造成储焦池内集焦过多,甚至石油焦外溢,特别是在20小时生焦周期期间尤为突出。管式胶带输送机的胶带采用管带机专用胶带,主要参数见表1。表1:焦化装置管带机技术参数型号输送能力胶带宽度管径输送距离目带速1530×3〔4.5+3〕260T/hB=1530mmφ400mm230m2.5m/s1管带机工作原理及特点1.1管带机工作原理管状带式输送机运载面和返回侧都是圆形,如图1所示,物料在平展部分过渡为U形时被加入,经过槽形过渡部分后输送带形成圆形。输送带在运行时呈圆管形裹住输送的石油焦物料。在卸料端托辊的布置从圆型渐渐展开成平型,又一次通过槽形过渡阶段使输送带平展,将所输送的物料卸下,然后在返回侧再一次形成圆形,在运行时返回侧无物料洒落,系统以此方式无限重复循环运行,见图2所示。图1:管带机截面图图2:管带机示意图管带机进出料端都是平型,和普通皮带机完全相同,但经过皮带导料靴之后,托辊布置渐趋向圆型准确说是正六边形,数量也变成6个,皮带在托辊外力下,逐渐卷曲成圆型,物料便存在于管状筒内,为了保证物料不外逸洒料,皮带的搭接重叠位必须足够宽,并且送料程搭口必须向上,以防水泥漏出,回程可向下,以方便布置,见图2所示。1.2管带机结构特点管带机的材质和制造要求相对较高,尽管圆管带式输送机所采用的输送带仍然为平型输送带,但是由于要将输送带导向成圆管形状,同时要求密封,因而要求输送带的边缘与通用带式输送机的情况不同。另外,为了使输送带导向成圆管形状,并且在输送机运行过程中保持圆管形状,因而对输送带的刚性要求也不同,需要在设计和制造中特别考虑。由于在输送机的运行中物料被围包在圆管内增大了物料与输送带的挤压力,因此输送机的运行阻力系数要比通用带式输送机大。由于圆管带式输送机的结构形式比通用带式输送机的结构复杂,因而使其设计计算更加复杂,特别是圆管带式输送机的运行阻力随运行速度的增大而增大,实际设计中运行阻力系数的选择较困难。2管带机跑偏和扭曲分析及对策在管带机刚开始运行的两年多来,由于我们对设备性能、保运技巧上掌握不够,加上操作、控制经验不足,曾出现过管带机的胶带严重跑偏和扭曲而无法运行。胶带的跑偏和扭曲是管状带式输送机最常出现的故障,严重时会引起胶带在头部或尾部翻面、扭折、擦壳等,导致胶带异常损坏或设备无法运行。2.1跑偏和扭曲的原因分析卸料端进料端引起管状带式输送机皮带扭曲的原因很多,通过在日常生产处理过程中归纳总结起来主要因素有以下几点:1)机架、滚筒安装质量不高;2)机身桁架接头不正,托辊架中心不对中,尤其是弯曲段桁架不在同一曲率上;3)输送带质量不好,如输送带厚度、伸长率不均匀,横向刚性、硬度达不到卷成管状的要求,不能与托辊充分接触;4)输送带的接头安装不正确,或输送带局部损伤;5)加料点给料位置不正确,加料点不对中;6)清扫性能不佳,在滚筒,托辊表面上粘附物料;7)输送带张力过紧或过松,输送带不能形成正常管状;8)曲线段托辊安装偏离理轮中心;9)风、雨、雪、环境温度等影响输送带输送过程;10)使用调整不当。2.2跑偏和扭曲的调整方法输送机头部和尾部跑偏一般通过调整尾部滚筒、槽形托辊组、改向滚筒组的偏斜角来调整跑偏。调整的方法和传统带式输送机的调整方法基本相同。图3:锥形块调整方式当皮带在窗式托辊组部位发生跑偏和扭曲时,可以通过调整窗式托辊组上的辊子位置的方法纠正。操作的方法是在一组托辊中受力较大的1个托辊的托辊架和辊架固定板之间插入一块锥形块斜垫铁(有时也可以临时用螺帽应急),使托辊倾斜一定的角度,见图3所示。在跑偏段上需调整托辊的数量必须根据胶带的扭曲程度确定,一般应从胶带开始跑偏处调整数量根据跑偏的严重程度而定,松开托辊的螺母,把锥形垫铁插入托辊和托辊架之间,根据扭曲方向(顺时针还是逆时针)确定翘起托辊的位置。改变托辊对胶带作用力方向,促使胶带对中,调整时注意防止调整过大,一般3~4个,并根据跑偏变化情况增减。在保证胶带不跑偏和扭转的情况下尽量减少倾斜托辊的个数。图4:管状带式输送机严重扭转示意图一旦在管状带式输送机发生严重扭转时,导致胶带在出口处不能正常展开,胶带呈折叠状卷入滚筒,如图4所示。此时,如果胶带继续运转,将造成更加严重的后果,而上述的调整方法只能在机严重扭转示意图带式输送机能运转的情况下使用,此时显然已经不能只使用上述方法来调整胶带,只有依靠外力强制将管状带式输送机出口处的搭接口调整到正常位置,才能使带式输送机运转起来。经试用多种方法,效果最好的是使用单钩手拉葫芦和绳索,依靠对输送带的摩擦力,用人工强制将管状带式输送机的搭口位置调整到正常位置。图5:2010年管带机跑偏和扭转统计通过调研和总结经验,在2010年中管带机的跑偏和扭转次数逐月降低,保持了长周期运行,见图5所示。此外,有多种因素会引起胶带跑偏和扭曲,如输送的物料量变化、空载与负载、托辊架发生轻微变形、下雨时胶带与托辊间的摩擦力发生变化等。因此,应在运行环境改变时,及时对胶带跑偏和扭曲情况进行认真检查,反复进行调整,确保输送机在任何情况下都能正常运行。3、管状皮带输送机在使用中应注意的问题01234561月2月3月4月5月6月7月8月9月跑偏次数翻转次数翻边3.1要定期检查托辊管状皮带机之所以能够在三维空间内弯曲运输物料,是因为管状皮带机改普通皮带机由1~3个托物料辊组成的平行或槽形截面而成为由6个托辊组成的正六边形截面,依靠紧密排布的正六边形托辊组上搓力和剪切力实现皮带卷成管状。托辊不转动或转动不灵活所产生的阻力会使皮带管筒在径向上产生扭曲,以致于皮带管筒在头部展开部位不能正常展开,导致皮带以扁管状绕过头部传动滚筒,物料不能卸下,皮带被损伤或拉断[1]。因此,要定期检查每个托辊的转动状况是否转动灵活,特别是皮带管筒在水平方向上转弯处的托辊,对于轴承抱死或转动不灵活的托辊要及时修复或更换。3.2要稳定输送量因来料时大时小,会造成皮带卷管内物料充满度发生变化,从而导致各个托辊对皮带管筒的作用力发生变化,从而使管筒发生扭曲。另外管状皮带机在尾部从展开状到包裹物料卷成管状,是调整好的几组渐开状的托辊或压辊来实现的。当来料出现大小波动,特别是遇到一股大料时,会造成皮带反向卷管,从而在各组托辊相反的力的作用下,整个皮带管筒扭成麻花。为此,我们在抓斗机操作中要求尽量稳定下料,避免冲击。另外,防止给料不正。输送机转载点落料不对中会引起输送带在展开段跑偏,造成机身段管状扭曲。为防止物料落偏,应在转载溜槽处设可调节导料板,以调节物料落点。3.3定期观察皮带张力在冬季或夏季,随着环境温度的变化,整条皮带的张力也会发生较大的变化。因此在季节变化,特别是在冬季或夏季时,要注意定期观察皮带管筒是否饱满,与各个托辊接触是否充分,然后及时增减配重箱的重量。此外,随着皮带长时间的运行,皮带的张力也会减小,也应定期调整配重箱的重量。因此,定期检查管筒饱满度及与各个托辊接触情况,及时调整皮带机尾配重箱的重量,是确保稳定运行的重要方面。3.4尽量避开雨雪天气长时间输送在下雨或下雪的时候,沿线托辊的摩擦力减小,导致管状带式输送机的自动调偏功能降低,因此管状带式输送机容易扭转。4结束语通过调研、学习,并在生产中不断实践、摸索,逐步掌握了管带机的运行特性、维护技巧,以及跑偏和翻转的预防和处理方法,确保了其长周期稳定运行。通过搞好定期检查和维护,实现了设备的安全平稳高效运转,彻底避免了储焦池积压石油焦而影响正常除焦,避免了因管带机故障而被迫采用汽车装运石油焦带来的高额成本和环境污染。参考文献[1]王中伟《管状皮带输送机的应用体会》,《水泥工程》2005第5期
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 shiqiangzhouxuan
shiqiangzhouxuan
本文标题:焦化管带机长周期运行技术调研-韩靖
链接地址:https://www.777doc.com/doc-2218346 .html