您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 自动送料装车系统PLC控制设计
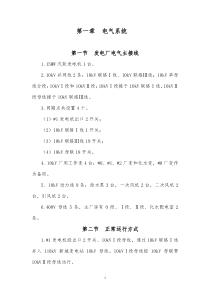
天津大学网络教育学院专科毕业论文题目:自动送料装车系统PLC控制设计完成期限:2016年1月8日至2016年4月20日学习中心:嘉兴专业名称:电气自动化技术学生姓名:胡建昌学生学号:132092433040指导教师:黄凯2自动送料装车系统PLC控制设计第一章PLC控制系统原理设计和分析1.1设计要求(1)要求料仓中有料:即:当S1=ON时,装料阀K1关闭;当S1=OFF时,延时2S,装料阀K1打开;(2)装车系统:A.启动系统I0,此时,绿灯亮表示允许进车,当车到位后即(I3=1),绿灯灭,红灯亮。如果车满(实际是称的重量信号)S2=ON(表示车满)不装。绿灯亮,红灯灭,车开走。如果车满信号S2=OFF(表示车不满)装料开始:绿灯灭,红灯亮,皮带M3启动,2秒后皮带M2启动,2秒后皮带M1启动,2秒后下料阀K2启动,装车。车满后S2=ON,绿灯灭,红灯亮,同时K2停,2秒后皮带M1停,2秒后皮带M2停,2秒后皮带M3停,同时绿灯亮允许车开走,此时S2=OFF,I3=0,进入下一辆车,反复循环。B.系统停止I4:任何情况下全停。特殊情况:装车过程中,车到位信号消失(即:I3=0)系统停止。31.2控制原理在自动生产线中,刚开始红灯L1灭,绿灯L2亮,表明允许进车装料。这时,出料阀门K2关闭,电动机M1、M2、M3均处于停止状态。装车过程中,当汽车开进到装料位置后,限位开关S2为ON,红色信号灯L1亮,绿色信号灯灭,同时电动机M3和进料阀门K1开始工作,2S后启动电动机M2,在经过2S后启动电动机M1,在经过2S后才打开出料阀门K2,物料经料斗出料,物料通过传送带的传送装入汽车。当车装满了时,限位开关S2动作,K2使料斗关闭,2S后停止电动机M2,再经过2S后停止电动机M1,M3和K1在M2停止2S后停止,同时红灯L1灭,绿灯L2亮,表明汽车可以开走。完成该过程后,可以继续等待下一次循环,或关闭生产线。另外在运行过程中如果有一处出现故障,用开关I3立刻关闭系统。1.3元素定义I0.0检测小车是否到达、启动Q0.0电动机M34I0.1称重按钮Q0.1电动机M2I0.2检测料是否已满Q0.2电动机M1I0.3停止按钮Q0.3进料K1Q0.4进料K2Q0.5红灯L1Q0.6绿灯L2第二章.PLC控制系统原理结构分析2.1结构框图电气原理图是用来表明设备电气的工作原理及各电器元件的作用,相互之间的关系的一种表示方式。运用电气原理图的方法和技巧,对于分析电气线路,排除机床电路故障是十分有益的。电气原理图一般由主电路、控制电路、保护、配电电路等几部分组成.2.11自动送料装车控制系统原理图52.12自动送料装车控制系统的操作面板如下6第三章:PLC控制系统3.1PLC的选型选择PLC的容量。首先要对控制任务进行详细分析,把所有的I/O点找出来,包括开关量I/O和模拟量I/O以及这些I/O点性质。I/O点的性质主要指它们的信号类型,电压,输出的类型。确定控制系统输出点的类型,交流220V的接触器、电磁阀,指示灯只留24V,选用的PLC的输出点数大于实际点数。因为PLC的输出点一般是几个一组公用一个公共端,这一组输出只能有一种电源的种类和等级。所以一旦它们被交流220V点的负载使用,则直流24V的负载只能使用其他组的输出端了。这样有可能造成输出点数的浪费,增加成本。所以要选择相同等级和种类的负载,比如使用交流220V的指示灯等。继电器输出的PLC使用最多,但对于要求高速输出的情况,比如运动控制的高速脉冲输出,就要7使用五触电的晶体管输出的PLC了。3.2I/O地址分配(1)输入I口I0.0启动按钮I0.1汽车料满限位开关S2I0.2料斗料满限位开关S1I0.3停止按钮(2)输出Q口Q0.0电动机M3Q0.1电动机M2Q0.2电动机M1Q0.3进料K1Q0.4送料K2Q0.5红灯L1Q0.6绿灯L2在编程语言上,用梯形图编程还是用语句表编程或使用功能图编程,这主要取决于以下几点:(1)PLC使用梯形图编程不方便则可用语句表编程;单梯形图总比语句表直观。(2)经验丰富的人员可用语句表直接编程,就像使用汇编语言一样。(3)如果是清晰的单顺序、选择顺序或并发顺序的控制任务,8则最好是用功能图来设计程序。第四章程序设计4.1初始状态红灯L1灭,绿灯L2亮,表明允许进车开进料。电动机M1、M2、M3皆为OFF。4.2装车系统4.2.1进料如料斗中不满(S1为OFF时),2秒后K1指示灯亮,表示进料;当料满(S1为ON时)终止进料,S1的指示灯亮。94.2.2装车当汽车开到装车位置红灯亮,绿灯灭,同时启动M3,2秒后启动M2,再经过2秒后启动M1,再经过2秒后K2指示灯亮,表示打开料斗。当车满时K2指示灯灭,2秒后M1停止,再经过2秒M2停止,再2秒M3停止,同时红灯灭,绿灯亮,表示汽车可以开走。汽车离开,则S1为OFF状态,S2也为OFF状态。104.3停机控制系统按下停止按钮I0.1整个系统终止运行。4.4程序设计梯形图114.5程序说明启动先进行系统初始化,绿灯亮,红灯灭表示车正在开来,按下I0.0是中间继电器M0.0得电,同时进料口K1打开,开始进料,M0.0使红灯亮,M3启动,启动T37定时器开始2秒定时,到达2秒时,M2启动,同时T38开始定2秒的定时,T38定时时间到,M1启动,T39开始定时,2秒后,T39的常开点闭合,常闭点断开,料斗被打开,开始往车中送料。当料斗料满限位开关S1工作,I0.1为1常开闭合,K1终止进料,指示灯熄灭。当汽车被装满时装料料满限位开关S2触点常闭点断开K2失电,12指示灯熄灭,定时器T40开始定时,设定时间为2秒,到达2秒后,T40的触电断开M1停止运行,同时定时器T41开始了2秒的定时,当定时器T41的2秒时间到时,使M2停止、定时器T42开始定时,2秒后M3停止运行、红灯灭绿灯亮表示汽车已装满可以开走。此时S2为OFF,进入下一辆车,反复循环。停止在任意时刻按下停止按钮I0.3,所有的触电均复位,系统停止运行。第五章系统调试系统调试分为模拟调试和联机调试。硬件部分的模拟调试可在断开主电路的情况下,主要试一试手动控制部分是否正确。软件部分的模拟调试可借助于模拟开关和PLC输出端的输出指示灯进行;需要模拟信号I/0时,用电位器和万用表配合进行。调试时,利用上述外围设备模拟各种现场开关和传感起状态,观察PLC的输出逻辑是否正确。如果有错误则修改后反复调试。在PLC的主流产品都可在PC机上编程,并可在电脑上直接进行模拟调试。联机调试时,把编程好的程序下载到现场的PLC中。PLC也许只有这一台,这时就要把PLC安装到控制柜相应的位置上。调试时一定要先将主电路断电,只需对控制电路进行调试。通过现场联调信号的接入常常还会发现软硬件中的问题,有时厂家还要对某些控制功能进行改进,要经过反复测试系统后,才交付使用。13心得通过这次设计,基本掌握了PLC的相关知识,了解了PLC的选型。并学会了使用和查阅各种设计资料、手册等,解决PLC控制的相关问题。但是,由于我的能力有限对自动送料装置整体的设计和PLC控制做了了解,但对料斗的容量,减速机的选择等均没有做研究,还有进一步完善的必要。在设计的过程中,由于对自动送料装置缺乏全面的了解,缺乏实际的生产经验,导致在设计中碰到了许多问题。但是通过请教有经验的同学和翻阅相关资料、查工具书,解决了设计过程中的一个又一个的问题。同时,也锻炼了我的动手能力。最后,经过这次毕业设计培养了我们的设计能力以及全面的考虑问题能力。学习的过程是痛苦的但是收获成功的喜悦更是让人激动的。相信通过这次毕业设计它对我以后的学习及工作都会产生积极的影响。参考文献[1]汪巍,汪小凤.基于PLC的气动机械手研究.辽宁工程技术大学学报,2005[2]廖常初.PLC基础及应用.北京:机械工业出版社,2003[3]可编程控制器技术及应用.天津大学出版社[4]储云峰.西门子电气可编程序控制器原理及应用.北京:机械工业出版社,200614[5]周万珍,高鸿宾.PLC分析与设计应用.北京:电子工业出版社,2004[6]弥洪涛.可编程控制器(PLC)原理及应用[M].北京:中国水利水电出版社,1999[7]田淑珍.可编程控制器原理及应用[M].北京:机械工业出版社,2005
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 ≮缘聚≯亲o亲
≮缘聚≯亲o亲
本文标题:自动送料装车系统PLC控制设计
链接地址:https://www.777doc.com/doc-2249967 .html