您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 武汉理工大学,金属工艺学第16章焊接件的结构设计.
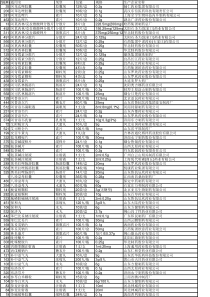
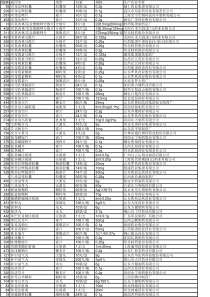
第16章焊接件的结构设计主要内容:16.1焊接规范116.2焊接方法的选择216.3焊接结构件材料的选择316.4焊接接头工艺设计416.5焊接件结构工艺设计5重点内容:掌握焊接结构工艺设计的基本原则。一、分析工作条件并提出性能要求16.1焊接规范二、提出设计方案和优化设计三、按照设计内容分步进行设计焊接结构设计的主要内容和顺序如下:1)选择焊接结构材料(母材);2)确定焊接方法及焊接材料;3)确定焊接接头及坡口形式;4)合理布置焊缝位置;5)制订简明的焊接工艺。生产单件钢结构件1.板厚在3~10mm,强度较低,且焊缝较短应选用手工电弧焊。2.板厚在10mm以上,焊缝为长直焊缝或环焊缝应选用埋弧焊。3.板厚小于3mm,焊缝较短应选用CO2焊。生产大批量钢结构件1.板厚小于3mm,无密封要求应选用电阻点焊,有密封要求应选用缝焊。2.板厚在3~10mm,焊缝为长直焊缝或环焊缝,应选用CO2自动焊。3.板厚大于10mm,焊缝为长直焊缝和环焊缝隙,应选用埋弧焊或电渣焊。生产不锈钢、铝合金和铜合金结构件1.板厚小于3mm,应选用脉冲钨极氩弧焊。2.板厚在3~10mm,焊缝为长直焊缝或环焊缝,应选用熔化极氩弧或等离子弧自动焊。16.2焊接方法的选择焊接材料的选择原则:16.3焊接结构件材料的选择1、在满足使用性能要求的前提下,尽量选用焊接性能好的材料。低碳钢和碳当量小于0.4%的低合金钢都具有良好的焊接性能,设计中应尽量选用;含碳量大于0.4%的碳钢、碳当量大于0.4%的低合金钢,焊接性不好,设计时一般不用;镇静钢脱氧完全,组织致密,质量较高,重要的焊接结构应选用;沸腾钢氧含量较高,组织成分不均匀,焊接时易产生裂纹,厚板焊接时还可能出现层状撕裂;2、异种金属的焊接,要注意它们的焊接性能,要尽量选用化学成分、物理性能相近的材料。一般要求接头强度不低于被焊钢材中的强度较低者,并应在设计中对焊接工艺提出要求,按焊接性较差的钢种采取措施,如预热或焊后热处理;3、此外,设计焊接结构时,应多采用工字钢、槽钢、角钢和钢管等型材,以降低结构重量,减少焊缝数量,简化焊接工艺,增加结构件的强度和刚性。16.4.1焊接接头及坡口的形式16.4焊接接头的工艺设计焊接接头的基本形式有对接、搭接、角接和T形接等。1、对接接头对接接头受力均匀,易保证焊接质量,静载荷疲劳强度都比较高,且节约材料,但对下料尺寸精度要求较高。一般应尽量选用对接接头,例如锅炉、压力容器等结构件。一、接头形式2、搭接接头搭接接头因两工件不在同一平面,受力时将产生附加弯矩,而且金属消耗量也大,一般应避免采用。但搭接接头不需要开坡口,装配时尺寸要求不高,对某些受力不大的平面连接与空间构架,采用搭接接头可节省工时。3、T形接头和角接头T形接头和角接头受力情况都较对接接头复杂,但接头成直角或一定角度连接时,必须采用这种接头形式。接头形式的确定与焊接方法因素的关系很大。焊条电弧焊可采用对接、搭接、T形接、角接四种接头形式;埋弧焊采用的形式与焊条电弧焊基本相同;电渣焊的接头可采用对接、T形接、角接形式,常用对接形式;点焊与缝焊只能用搭接;钎焊常用搭接。焊条电弧焊对板厚为1~6mm对接接头施焊时,一般可不开坡口(级Ι形坡口)直接焊成。当板厚增大时,为保证焊透,接头处应根据工件厚度预制出各种形式的坡口,坡口角度和装配尺寸按标准选用。二、坡口形式当两个焊件的厚度相同时,常用的坡口形式及角度可按前面图中选用。Y形坡口和U形坡口用于单面焊,其焊接性较好,但焊后角度变形大,焊条消耗量也多。双Y形坡口双面施焊,受热均匀,变形较小,焊条消耗量较少,但有时受结构形状限制。U形坡口根部较宽,允许焊条深入,容易焊透,而且坡口角度小,焊条消耗量较小,但坡口形状复杂,一般只在重要的受重载的厚板结构中采用。三、接头过渡形式设计焊接构件最好采用相等厚度的金属材料,以便获得优质的焊接接头。当两板厚度相差较大的金属进行焊接时,接头处会造成应力集中,而且接头两边受热不均匀,易产生焊不透等缺陷。不同厚度金属材料对接时,允许的厚度差如下表。如果δ1~δ超过表中规定值或双面超过2(δ1~δ)时,应在较厚板料上加工出单面或双面斜边的过渡形式。钢板厚度不同的角接与T形接头受力焊缝,可考虑下图的过渡形式。16.4.2焊缝的合理布置1.焊缝应尽可能分散。焊缝密集交叉,会造成金属过热,加大热影响区,使组织恶化。因此两条焊缝的间距一般要求大于3倍板厚,且不大于100mm。2.焊缝的位置尽可能对称布置。图中a、b所示的构件,焊缝位置偏离截面中心,并在同一侧,由于焊缝的收缩,会造成较大的弯曲变形。3.焊缝应尽量避开最大应力断面和应力集中位置。4.焊缝应尽量避开机械加工表面。5.焊缝位置应便于焊接操作。16.5焊接件结构工艺设计16.5.1结构工艺性焊件的结构工艺性就是要从结构形状、焊缝布置、接头形式等方面综合考虑如何能保质保量,低耗高产地实现设计要求。1)焊缝应具有良好的可焊性,即便于施焊,应能保证焊接质量和节省工时及便于机械化焊接和降低成本。3)当焊接结构不能翻转或现场翻转设备及焊工技术水平受到限制时,应避免设计仰焊缝。2)当结构材料的塑性较好时,应着重预防焊接变形。若结构材料的塑性较差或结构刚度较大则主要应预防应力和裂纹。为便于采用自动焊提高生产率,焊缝应呈直线或环形的,断续焊缝应改成连续的,操作空间应能容纳机械装置。如图所示的工字钢若沿图中点划线切开后再焊成(b)所示的式样,则在重量不变的情况下刚度可提高几倍,适用于跨度较大而载荷不高的场合,节约了原材料。锯齿合成梁4)节省材料也是应考虑的问题之一。5)变角接为对接以增加接头强度。(a)、(b)不合理(c)、(d)合理6)受压丁字接头应使接触面直接接触传递压力,可减小焊缝面积。受压丁字接头的设计(a)不合理;(b)(c)合理7)筋板切角可避免焊缝交叉,减小应力。(a)不合理;(b)合理8)焊缝的尖角部分易产生应力集中,诱发裂纹,应改为平缓过渡。焊缝应避免尖角的设计(a)、(b)不合理(c)、(d)合理16.5.2改善结构工艺性的实例结构名称:中压容器材料:16MnA板厚:筒身12mm;封头14mm;入孔圈20mm;管接头7mm生产数量:小批生产入孔圈平盖筒身端部3000工艺设计要点:筒身用钢板冷卷,按实际尺寸可分为三节,为避免焊缝密集,筒身纵焊缝相互错开180o;封头采用热压成型,与筒身连接处应有30mm-50mm的直段以避开应力集中位置;入孔圈也为卷制791032165489序号焊缝名称焊接方法与焊接工艺焊接材料1筒身纵缝1、2、3因容器质量要求高,又小批生产,采用埋弧焊双面焊,先内后外,不开坡口。材料为16MnR应在室内焊接。焊丝:H08MnA焊剂:431焊条:结5072筒身环缝4、5、6、7采用埋弧焊双面焊,顺序焊4、5、6焊缝,先内后外,不开坡口。7焊缝装配后先在内部用手弧焊封底,再用埋弧焊焊外环缝。焊丝:H08MnA焊剂:431焊条:结5073管接头焊接9管壁7mm,手弧焊双面焊,装配后角焊缝,不开坡口。焊条:结5074入孔圈纵缝10板厚20mm,焊缝短(100mm),手弧焊,平焊位置,V型坡口。焊条:结5075入孔圈环缝8处于立焊位置的圆角焊缝,采用手弧焊,单面坡口,双面焊焊条:结507
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 shen_0516
shen_0516
本文标题:武汉理工大学,金属工艺学第16章焊接件的结构设计.
链接地址:https://www.777doc.com/doc-2272631 .html