您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 大型伺服压力机的控制系统设计
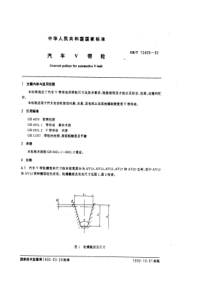
大型伺服压力机控制系统设计伺服压力机控制系统研究3伺服压力机机械本体研究2伺服压力机国内外现状1实验样机的构成4伺服压力机国内现状1.2伺服压力机国外现状1.1伺服压力机国内外现状1伺服压力机国外现状1.1近年来,由于大功率伺服电机的研究开发成功,由大功率伺服电机驱动的新型机械设备也相应出现,如世界著名的KOMATSU、AIDA、AMADA、AMINO、TOYO等公司,先后推出了采用该技术的伺服压力机、伺服折弯机、伺服注塑机等设备。在此期间,机械压力机的传动结构发生了很大变化,最大的创新点在于伺服电机取代了传统的主驱动电机、飞轮、离合器和制动器,国内外的研究学者和压力机制造公司在直接驱动方式上做了不少的探索。lO多年前,在美、日、欧等工业发达国家就已经兴起了交流伺服电动机直接驱动压力机的研究与开发。伺服压力机国外现状1.1日本会田(AIDA)公司采用了自己开发的伺服马达和CNC控制系统推出了NSl.D型的伺服压力机。其产品NSI.3000(D)的具体参数为:公称力3000kN,公称力行程6mm,正常模式下滑块行程长度400mm和滑块行程次数30次/分。日本天田(AMADA)通过将伺服电动机与曲轴构造巧妙结合,实现灵活的行程动作及在加工区域可以进行精确动作控制的数字伺服直接驱动装置。并于2007年推出电动伺服压力机“SDEW2025”和“SDEW3025”。公称压力分别为2000kN和3000kN。具备“振子”、“整形”、“重复”等7种运动模式。根据加工对象选择运动模式,可进行高精度、稳定的加。此外,可增加用于在总公司与工厂间交换程序及各种数据的网络功能,还准备了收集生产数据的“运转管理软件”,可以管理运动方式、模具、工件、外围装置、图像之类的数据。伺服压力机国外现状1.1日本AIDA和日本FANUC公司共同开发了一种高效率生产小型冲压件的伺服电机的压力成型机,这种成型设备可用于生产多种引线的引线框、手表机芯的精密齿轮、精密汽车零件等小型精密品。日本小松公司90年初试制了数字化机械驱动的数控回转头压力机,其传动原理为伺服电机加精密螺旋。2003年,小松公司又开发出新型伺服压力机,利用2台伺服电机通过皮带减速,带动滚珠丝杆运动,再通过肘杆机构带动滑块上下运动。该公司先后推出了H1F、H2F、H2W和HCP系列复合型伺服压力机。其产品H2W200H的具体参数为:公称力2000kN,滑块行程长度150mm,滑块行程次数85次/分,滑块调节量120mm。伺服压力机国外现状1.1德国舒勒(Schuler)股份公司最新研制开发了新一代压力机,该机采用了适合于大批量或多品种生产的伺服驱动系统,大大提高了冲压设备的生产效率和灵活性。推出了2500kN、3150kN、4000kN、5000kN和6300kN公称力的新一代系列冲压设备,都配备了被称之为“PSE”的部件,而且所有的冲压设备都采用了集成化的模块,按照模块化结构制造,因此,Schuler股份公司可以为用户提供性能更强大的板材冲压设备。产品TSD2.250的具体参数为:公称力2500kN,滑块行程长度60~250mm和滑块行程次数3—70次/分。伺服压力机国外现状1.1美国协易(SEYI)公司推出了门型单轴(SDl系列)和门型双轴(SD2系列)伺服压力机,该系列产品具有高扭矩能力,系统中内建100组模具记忆。其产品SD2-400H的具体参数为:公称力4000kN,公称力行程7mm,滑块行程长度200mm,滑块行程次数40次/分。在现有伺服压力机产品方面,还有山田公司的Svo.5型与Mga-24型伺服压力机,纲野公司的ServoLink型伺服压力机,以及台湾金丰公司的CMI型伺服压力机。伺服压力机国内现状1.2由于国外技术商业保密的原因,国外产品资料中对交流伺服压力机的机构特性及控制方式介绍很少,特别是不转让大功率交流伺服电动机的技术,国内伺服压力机的研究工作落后国外十多年。但最近几年,国内伺服压力机的研究工作有了较快的进展,有多家单位进行了伺服压力机的研究开发工作。浙江大学叶云岳自80年代末开始研究直线伺服电机驱动的锻压设备,成功地完成了直线电机驱动小型压力机的研制。现在己能小批生产5KN、10KN31.5KN、60KN冲压机,更大吨位的压力机还在试制。2007年,我国首台“混合驱动”伺服压力机由济南二机床集团研制成功,主驱动可以任意编程控制,压力机吨位达到1000吨。2008年11月,上海交大与齐二机床集团有限公司联合研制成功200吨“H2S200型交流伺服压力机”,具有完全自主知识产权,将液压机的灵活性与机械压力机的高效率优点有机结合起来,可以适应不同的冲压工艺要求。伺服压力机国内现状1.2陆永辉、卢宗武、张策等人分别采用了混合驱动机构,用伺服电机与常规电机混合驱动压力机。在这种方案中,常规电机用来传递主要动力,而伺服电机则通过调整五杆机构来控制滑块的位移,以此可以实现冲压工艺的调节。目前国内在从事相关研究机构有,广东锻压集团、扬力集团、浙锻集团、徐锻集团、扬锻集团、清华大学、香港中文大学、南京航空航天大学、河海大学、华中科大、西安交大、南京理工大学、浙江大学、东南大学、广东工业大学等,部分单位已经开发出初步样机。Page11杆系构型反演设计理论2.2伺服机械压力机传动方案分析2.1大型伺服压力机机械本体2伺服机械压力机传动方案分析2.1为了提高伺服机械压力机的吨位与电机容量的比值,开发出低成本大吨位的伺服机械压力机,国内外不少高校和企业正在以下3个方向进行研究:一是以增力功能为目标,对各种传动机构进行串联式或并联式组合设计,以降低伺服电机所需的扭矩和容量,进而降低设备的成本,常用的传动机构有带轮副、齿轮副、蜗轮蜗杆副、丝杠螺母副、差动轮系、曲柄连杆、肘杆、多连杆等;二是利用交流异步电机的低成本和大容量,通过多自由度合成机构,实现异步电机与伺服电机混合驱动,以降低伺服电机的容量;三是采用新型电力拖动系统,如利用直线电机、开关磁阻电机驱动伺服机械压力机,以降低设备的成本。伺服机械压力机传动方案分析2.1伺服机械压力机的冲压功能是由功能部件实现的,其功能部件主要由驱动机构、传动机构和工作机构3个子系统组成。表1所示为国内外已经生产的伺服机械压力机的功能分解与功能实现策略。方案一该方案(图1)采用直线电机直接驱动滑块做直线运动,无齿轮、同步带轮等减速机构,无曲柄连杆、螺旋副等运动形式转换机构,无肘杆、多连杆等增力机构,实现所谓“零传动”,具有结构简单、柔性加工、精确定位、高效生产、节能环保等优点。但由于受直线电机功率和成本的限制,伺服机械压力机的公称力很小,只有几十千牛,一般用在微小型压力机上。典型产品有:日本会田公司开发的LSF系列产品,最大公称力10kN;日本山田DOBBY公司开发的同类产品,具有示教功能,最大压力为24kN;浙江大学开发的5~100kN伺服压力机。图1方案二图2该方案(图2)中伺服电机经同步带轮、齿轮两级减速后,由曲柄连杆机构变转动为移动,再经肘杆机构增力,传动较复杂,但由于有二级减速和肘杆增力机构,因而降低了伺服电动机的容量。典型产品:等长肘杆型,广东锻压机床厂有限公司开发的GDKS系列产品,最大公称力6300kN;三角肘杆型,日本小松开发的H1F系列产品,最大公称力2000kN。方案二采用肘杆机构后使压力机具有更好的运动特性和动力特性,因为肘杆(尤其是三角肘杆)机构具有以下特点:(1)在滑块的下死点附近具有更好的低速运动特性,可以更好满足金属材料最大拉伸速度的限制要求。(2)滑块上下行速度曲线不对称,且具有一定的急回特性,可以更好适应“快-慢-更快”的成形工艺运动要求,进而降低伺服驱动系统的加(减)速要求。(3)具有更优的增力特性,可以降低伺服电机的容量和成本。因而,该方案在单点压力机上具有良好的发展前景。方案三该方案(图3)采用单台伺服电机驱动,经一级齿轮减速后,采用两个互相啮合的双边传动小齿轮,分别将运动和动力传递给两个大齿轮,实现大齿轮的异向回转,大齿轮再分别驱动两个曲柄、两个肘杆,进而共同驱动滑块运动。该方案适用于单台电机驱动的双点压力机,是方案2在双点压力机上的变种之一。典型产品:日本AMINO公司开发的双点伺服压力机。图3方案四该方案(图4)采用两台(多台)交流伺服电机或开关磁阻电机,分别经同步带轮减速后,再由滚动螺旋副后串联了肘杆机构,因而该方案也具有方案2的优点,该方案一般用于公称力较大的双点伺服机械压力机,但由于采用了螺旋副,该方案存在一些缺点。该方案存在的问题有:(1)重载滚珠丝杠价格高、承载能力有限。(2)工作时电机需频繁换向。(3)需要精确的同步控制。图4方案五该方案(图5)采用两台伺服电机,分别通过蜗杆驱动同一涡轮,进而通过重载丝杠螺旋副变涡轮的转动为上滑块的移动,然后利用对称肘杆机构增力后驱动下滑块上下移动。该方案由于采用两台伺服电机驱动、涡轮蜗杆减速、对称肘杆增力,因而单位吨位的电机容量较低。图4图5方案五该方案存在的问题是:(1)必须解决重载丝杠的设计、效率、寿命、制造和成本问题。(2)传动链较长,增加了制造的复杂性。(3)与下滑块的工作行程相比,上滑块的行程要大得多,从而增大了丝杠的长度,降低了冲压频率。典型产品:广东锻压机床厂有限公司开发的STPS系列产品,最大公称力3000kN;日本AMINO公司开发的连杆式伺服机械压力机,最大吨位可达32000kN。图4方案六图6该机构采用单台伺服电机驱动,经螺杆螺母,再经三角肘杆式连杆机构,具有很好的载荷放大功能。应用于日本网野公司开发的大吨位连杆式伺服压力机中。方案七该方案(图7)中伺服电机通过行星齿轮减速器降低转速,提高输出扭矩,经联轴器驱动滚珠丝杠,丝杠转动时带动其上对称分布的螺母沿丝杠同时向中间精确移动,经螺母的移动使上连杆驱动连接平衡块向下移动,由于对称摆杆输入式增力机构作用,水平作用力将放大一定倍数后转化为作用在连接平衡块上的垂直力,连接平衡块向下移动时带动下连杆,下连杆再驱动双肘杆机构,驱动滑块向下运动。成型完后,电机反转,可使滑块迅速向上运动回到上死点。图71上梁2行星齿轮减速器3上肘杆4连接平衡块5盘式永磁同步伺服电机6联轴器7第一螺母8螺杆9上连杆10第二螺母11下连杆12下肘杆13滑块方案七该传动系统,采用行星齿轮减速器、上梁和肘杆之间的对称摆杆增力机构、双肘杆增力机构等三级增力机构,能提供大的放大倍数,增力效果明显,有效增力行程大;单根左右旋丝杠水平放置,减小了压力机的高度,整体结构尺寸较小;滑块行程大,工作行程具有快速进给,慢速成型的特点,空行程具有“急回特性”,工作效率高;采用对称结构,消除了偏载。方案八该方案采用复合驱动,由大功率电机和小功率伺服电机共同驱动,大功率电机提供冲压的能量,小功率伺服电机实现滑块位置和速度的调整。曲柄与机架通过转动副连接,大功率电机驱动曲柄旋转;小功率伺服电机通过丝杠驱动滑轨内的调节滑块;在曲柄和调节滑块的共同作用,三副构件以较复杂的轨迹运动,在此过程中,带动下连杆运动,最后驱动滑块上下运动,完成冲压过程。该传动系统利用大功率普通电机和小功率伺服电机混合驱动,通过精确控制伺服电机的运动,实现对滑块的冲压速度和位置的控制和调节,解决了大功率伺服电机成本高,控制系统要求较高的难题,而且三副构件的引入,使滑块的压力工作曲线能更为多样化,实现冲裁、落料、弯曲、成型及精压等工艺。图81机架2曲柄3连杆4伺服电机5滚珠丝杠6滑轨内调整滑块7三副构件8下连杆9滑块杆系构型反演设计理论2.2拓扑理论创新设计方法针对现有机构,用机构简图表示,解除机架约束,将机构简图转化为运动链,并生成异构运动链,将这些异构运动链转化为机构简图,从而实现机构的创新设计。基于发散思维,在机构自由度运动副数目已知的情况下,根据拓扑理论,得出各种机构异构体,再把这些机构转化为机构简图。图9为拓扑理论构型设计流程图。图9杆系构型反演设计理论2.2压力机传动机构在特定化运动链图谱时的设计要求必须有一根固定杆作为机架必须有一与固定杆相连接的回转副作为压
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 aedsaeds
aedsaeds
本文标题:大型伺服压力机的控制系统设计
链接地址:https://www.777doc.com/doc-2339072 .html