您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 装瓶流水线的PLC控制设计(DOC)
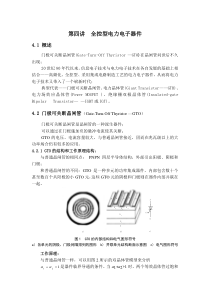
目录1系统概述..........................................................................................................................11.1设计的目的..........................................................................................................................11.2设计的内容和要求..............................................................................................................11.3实现的目标..........................................................................................................................22方案论证..........................................................................................................................42.1方案设计..............................................................................................................................42.2方案选择..............................................................................................................................42.3方案的实现..........................................................................................................................52.3.1可编程控制器的介绍.....................................................................................................52.3.2PLC的选型......................................................................................................................73硬件设计..........................................................................................................................93.1PLC的系统原理图................................................................................................................93.2系统设计的主电路............................................................................................................93.3I/O分配表........................................................................................................................103.4I/O接口图........................................................................................................................113.5元器件选型......................................................................................................................123.5.1传感器的选择.................................................................................................................124软件的设计.....................................................................................................................134.1梯形图设计......................................................................................................................134.2主流程图设计....................................................................................................................154.3指令语句表........................................................................................................................165调试过程及结果.............................................................................................................18设计心得............................................................................................................................20参考文献............................................................................................................................2011系统概述1.1设计的目的工业的技术工艺和自动化水平,是衡量一个企业是否具有先进性,是否具备市场竞争力,是否能不断领先于竞争者的重要指标依据。随着我国瓶装生产设备市场的迅猛发展,与之相关的生产技术应用与研发必将成为业内企业关注的焦点。了解国内外装瓶设备生产技术的研发动向、工艺设备、技术应用及趋势对于企业提升产品技术规格,提高市场竞争力十分关键。目前我国流水线生产的自动划水平现状不容乐观,国家大力支持企业的自动化应用于产品生产以避免生产企业不按生产工艺生产、规避监管,潜在不安全因素。二是在非GMP流水线厂房生产产品。同类产品、同样配置的设备往往要比国内组装的价格高出60%左右,维修费用要高出5一10倍,且维修周期要比国内产品的长10—20倍以上,设备投资较大,投资同收期较长,这无疑限制了自动化瓶装的使用.如果想改变此现状,要着力消除问题隐患,从生产环节入手,采用自动化生产,自动装瓶机解决了生产中的许多问题。在瓶装行业中,包装机械产品种类丰富,产品的形状、性质、包装要求等差异很大,且产量大。因此,自动装瓶机品种众多,目前饮料包装设备中,大瓶、规则形状的瓶子自动包装技术已经非常成熟,国内外均有相关设备,但针对异型瓶、异型结构等包装技术则较为有限。PLC通过USS通信协议直接控制电机,不仅能够实现对装瓶机方式运行的控制,而且能够根据需要灵活控制装罐时间,达到节约电能,降低成本,提高生产质量的目的。1.2设计的内容和要求有A1~A10选瓶、装瓶、盖盖、贴签、传送(A5-A8)、成品入库(A9)生产线操作工序,用10盏灯来模拟;并有启动/停止、移位(移位到下一工序)、复位按钮(复位到第一道工序)进行操作,如下图所示。采用PLC进行控制,实现自动装瓶流水线工序控制。每5秒一道工序。工序:按下启动按钮,电机启动,传送带开始工作,当传感器检测到有空瓶(选瓶)时传送至装瓶位,利用5秒时间装瓶,传送至盖盖位,盖瓶盖,传送至贴标签位,贴标签,标签,继续传送至成品库。一个工作循环结束。即A5,A1(传送,选瓶);具体流程如图所示.图1-1瓶装流水线的过程2图1-1瓶装流水线的过程A6,A2(传送,装瓶);A7,A3(传送,盖盖);A8,A4(传送,贴标签);A9(传送);A10(入库);1.3实现的目标(1)统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(报警方式为红灯以0.3S时间间隔闪烁)。(3)用两个传感器和若干个加法器检测并记录空瓶数(小于规定重量的次品)和满瓶数(大于等于规定重量的正品),一旦系统启动,必须记录空瓶数和满瓶数.(4)可以手动对计数值及定时器清零(复位)为了达到方案要求,本设计采用模块法设计,把各个控制部分模块化,再逐个解决各个模块问题。瓶装流水线基本可分为四个动作机构:主传动机构,自动供瓶机构和自动供盖封盖机构和自动贴签机构。通过以上4个机构的联动实现包装产品传动、选瓶、自动供盖封盖和自动帖签等功能。生产中,主传动机构作为整个生产过程的运输链,连接所有的动作。供瓶、帖签、供盖封盖这三个生产过程都将在这条主传动机构上完成。其中供瓶机构为:从供瓶源头通过主传动传至光电检测其,通过光电检测器检验是否产生检测信号,依次进入装瓶程序,装瓶系统中有三组气缸联动,保证瓶子在设计时间内以正确的方向3进入主传动链,之后运送到封盖机构。瓶子到了封盖机构后,开始自动封盖。计数圆盘在步进电机带动下转动所设计的角度,从封盖系统产生封号盖得瓶子,装有实物的的瓶子继续被传动链带至帖签机构。盖子通过传送带和震动器、震动通道依次进入等待区域,钳盖用气缸组将盖子钳起,由步进电机带至瓶子瓶上方,然后由该气缸组与压盖气缸组配合完成整套动作动作。高速自动装瓶机的自动控制必须满足以下要求:(1)装瓶速度280瓶/min;(2)人机界面友好,方便自动控制检测,在一定范围内,可通过输入参数调节生产速度和装瓶的个数;(3)各动作连贯协调,保证生产顺利;(4)系统出现故障或需要添加瓶、盖、签时,能自动报警和提示。42方案论证2.1方案设计根据分析和结合实际,提出了以下两种方案:(1)手动控制方式1.装瓶流水线控制系统有10道操作工序,用10盏灯来模拟。即:A5,A1(传送,选瓶)→A6,A2(传送,装瓶)→A7,A3(传送,盖盖)→A8,A4(传送,贴签)→A9(
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 cookie652
cookie652
本文标题:装瓶流水线的PLC控制设计(DOC)
链接地址:https://www.777doc.com/doc-2345846 .html