您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 施工技术交底-1.5米钢平篦20140806
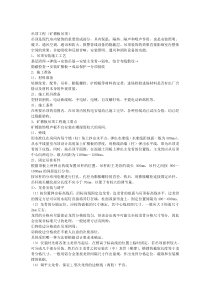
施工技术交底编号:20140730-001日期:工程名称:1.5米钢平篦施工图号PS-GPB150施工内容钢平篦焊接技术要求:1.钢平篦尺寸见上图;2.篦圈采用12#槽钢;篦条、篦门采用50×10带钢;篦帮带采用4#角钢与10×10方钢;销轴采用20#圆钢;3.下料、拼装与焊接步骤:3.1将12#槽钢按要求数量下料,采用割枪下料,要求割口平整,割后敲渣,1610mm长度的槽钢误差允许范围为-2mm~+2mm;400mm长度的槽钢误差允许范围为0~-2mm;3.2将50×40带钢按要求数量下料,采用剪板机操作下料,要求割口平整,490mm长度带钢误差允许范围为-2mm~+2mm,并在一侧钻孔,孔直径为20mm,孔中心距边间距为25mm;370mm带钢误差允许范围为0~-2mm;400mm长度的带钢误差为0~-2mm;370mm与400mm长度的带钢均制作一个检测模具,才用角钢焊接,套空分别为370mm与400mm,试生产时,将生产的产品放入相应的检测模具当中,能够做到抽拉轻松且无明显晃动迹象即可。3.3将1610mm与400mm长度的槽钢放在模具(用角钢和方钢制作的1m、1.5m、2m、3m通用模具)内拼焊,紧贴模具边缘,校方误差为-2~+2mm,套空尺寸400mm,允许误差-1~+1mm;将400mm带钢放入框内拼焊,紧贴方钢边缘。套空间距要求中对中4cm,误差允许范围为-2~+2mm;3.4将490mm与370mm长度的带钢放入篦门模具(用方钢在铁板上焊接而成)内拼焊,紧贴方钢边缘拼焊,要求篦门校方误差为-2~+2mm,套空间距中对中4cm,误差允许范围为-2~+2mm;3.520#圆钢按要求数量下料,长度为480mm,要求误差范围为-5~+5mm,长度不可过短,保证销轴与砼接触受力;3.6篦门焊接,半成品焊接,要求焊口均匀,焊脚高度不小于4mm,焊后敲渣;3.7将篦门与半成品拼装,篦帮带角钢与方钢采用花焊,要求上表面平整,篦门与半成品两边间距均为带钢中对中4cm,误差允许范围-2~+2mm;4.钢平篦打磨钢平篦上表面打磨。要求整体平整,焊口处光滑。5.钢平篦喷漆喷漆颜色为黑色,要求喷漆均匀,无死角,无流坠。交底人被交底人
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 zjl532025133
zjl532025133
本文标题:施工技术交底-1.5米钢平篦20140806
链接地址:https://www.777doc.com/doc-2356960 .html