您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 木制品课程设计各零件的工艺卡片
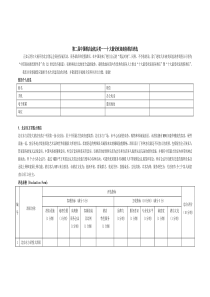
工艺卡片(表1-4)零件名称:椅前腿制品中零件数量:2材料(树种、等级):水曲柳、一等净料尺寸:445*40*40毛料尺寸:461*45*43倍数毛料尺寸:1400*140*45编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1400*140*452横截横截圆锯圆锯片400154021461*140*45410块/小时3纵截纵截圆锯圆锯片400154021461*45*45430块/小时4基准面加工平刨刨刀125153321461*43*450.27小时/100块5相对面1加工压刨刨刀1252040312461*40*4518.4m/min6基准面加工平刨刨刀125153321461*40*430.27小时/100块7相对面2加工压刨刨刀1252040312461*40*4018.4m/min8端面截断万能圆锯圆锯片400154011445*40*40800块/小时9加工榫孔打眼机2445*40*400.0026小时/眼10平面修整砂光机工艺卡片(表1-5)零件名称:椅后腿制品中零件数量:2材料(树种、等级):水曲柳、一等净料尺寸:825*45*45毛料尺寸:844*48*48倍数毛料尺寸:1700*100*50编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1700*100*502横截横截圆锯圆锯片400154011844*100*50410块/小时3纵截纵截圆锯圆锯片400154011844*48*50430块/小时4基准面加工平刨刨刀125153321844*46*500.27小时/100块5相对面1加工压刨刨刀1252040112844*45*5018.4m/min6基准面加工平刨刨刀125153321844*45*480.27小时/100块7相对面2加工压刨刨刀1252040312844*45*4518.4m/min8端面截断万能圆锯圆锯片400154011825*45*45800块/小时9加工榫孔打眼机2825*45*450.0026小时/眼10平面修整砂光机工艺卡片(表1-6)零件名称:背顶档制品中零件数量:1材料(树种、等级):水曲柳、一等净料尺寸:545*20*20毛料尺寸:565*23*24倍数毛料尺寸:1700*70*25编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1700*70*252横截横截圆锯圆锯片300154021565*70*25360块/小时3纵截纵截圆锯圆锯片300154021565*23*25650块/小时4基准面加工平刨刨刀1251533110565*22*250.25小时/100块5相对面1加工压刨刨刀125204022565*20*2518.4m/s6基准面加工压刨刨刀1251533110565*20*2418.4m/s7相对面2加工压刨刨刀125204042565*20*2018.4m/s8开榫头1开榫机铣刀351555*20*20870块/小时9开榫头2开榫机铣刀351545*20*20870块/小时工艺卡片(表1-7)零件名称:背中档制品中零件数量:1材料(树种、等级):水曲柳、一等净料尺寸:535*20*20毛料尺寸:547*23*24倍数毛料尺寸:1100*70*25编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1100*70*252横截横截圆锯圆锯片300154011547*70*25360块/小时3纵截纵截圆锯圆锯片300154021547*23*25650块/小时4基准面加工平刨刨刀1251533110547*22*250.25小时/100块5相对面1加工压刨刨刀125204022547*20*2518.4m/s6基准面加工压刨刨刀1251533110547*20*2418.4m/s7相对面2加工压刨刨刀125204042547*20*2018.4m/s8开榫头1开榫机铣刀351541*20*20870块/小时9开榫头2开榫机铣刀351535*20*20870块/小时工艺卡片(表1-8)零件名称:背底档制品中零件数量:1材料(树种、等级):水曲柳、一等净料尺寸:525*20*20毛料尺寸:533*23*24倍数毛料尺寸:1600*70*25编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1600*70*252横截横截圆锯圆锯片300154021533*70*25360块/小时3纵截纵截圆锯圆锯片300154021533*23*25650块/小时4基准面加工平刨刨刀1251533110533*22*250.25小时/100块5相对面1加工压刨刨刀125204022533*20*2518.4m/s6基准面加工压刨刨刀1251533110533*20*2418.4m/s7相对面2加工压刨刨刀125204042533*20*2018.4m/s8开榫头1开榫机铣刀351529*20*20870块/小时9开榫头2开榫机铣刀351525*20*20870块/小时工艺卡片(表1-9)零件名称:座前档制品中零件数量:1材料(树种、等级):水曲柳、一等净料尺寸:520*35*20毛料尺寸:530*39*24倍数毛料尺寸:1600*80*25编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1600*80*252横截横截圆锯圆锯片300154021530*80*25240块/小时3纵截纵截圆锯圆锯片300154011530*39*25350块/小时4基准面加工平刨刨刀1251533210530*37*250.37小时/100块5相对面1加工压刨刨刀125204022530*35*2518.4m/min6基准面加工压刨刨刀1251533110530*35*240.37小时/100块7相对面2加工压刨刨刀125204042530*35*2018.4m/min8开榫头1开榫机铣刀351525*35*20280块/小时9开榫头2开榫机铣刀351520*35*20280块/小时工艺卡片(表1-10)零件名称:座后档制品中零件数量:1材料(树种、等级):水曲柳、一等净料尺寸:474*35*20毛料尺寸:490*39*24倍数毛料尺寸:1000*80*25编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1000*80*252横截横截圆锯圆锯片300154011490*80*25360块/小时3纵截纵截圆锯圆锯片300154011490*39*25350块/小时4基准面加工平刨刨刀1251533210490*37*250.37小时/100块5相对面1加工压刨刨刀125204022490*35*2518.4m/s6基准面加工压刨刨刀1251533110490*35*2418.4m/s7相对面2加工压刨刨刀125204042490*35*2018.4m/s8开榫头1开榫机铣刀351482*35*20870块/小时9开榫头2开榫机铣刀351474*35*20870块/小时工艺卡片(表1-11)零件名称:左右侧档制品中零件数量:2材料(树种、等级):水曲柳、一等净料尺寸:439*45*20毛料尺寸:449*49*24倍数毛料尺寸:1800*150*25编号工序名称机床工作位置刀具加工规程加工后尺寸工艺质量要求工人工时定额名称尺寸进料速度m/min切削速度走刀次数同时安放工件数机床工数辅助工数1划线划线台1800*150*252横截横截圆锯圆锯片400154031449*150*25403块/小时3纵截纵截圆锯圆锯片400154021449*49*25610块/小时4基准面加工平刨刨刀1251533210449*47*250.37小时/100块5相对面1加工压刨刨刀125204022449*45*2518.4m/s6基准面加工压刨刨刀1251533110449*45*240.23小时/100块7相对面2加工压刨刨刀125204042449*45*2018.4m/s8端面截断万能圆锯圆锯片400154011439*45*20800块/小时9砂光砂光机
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 mygwwq
mygwwq
本文标题:木制品课程设计各零件的工艺卡片
链接地址:https://www.777doc.com/doc-2377398 .html