您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 搅拌摩擦点焊的基本原理
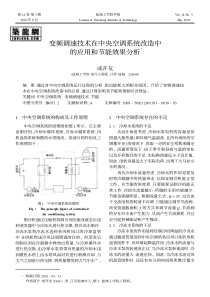
本文由建筑吊篮引言随着全球资源与环境保护问题的日趋严峻,运载工具的轻量化设计成为汽车、航空航天等制造领域的发展方向。一方面采用铝合金代替传统的钢材料,另一方面通过高效的新型工艺技术提高产品的可靠性并降低产品重量。铝合金作为运载工具的主要制造材料,其主要连接方式是和铆接。在欧洲汽车车体生产中,常用的连接技术是YAG焊接方法,在日本车体制造中常用电阻点焊方法,运载火箭贮箱的制造过程中要大量应用电阻点焊和铆接技术,而航空飞行器的制造过程更需要广泛采用铆接技术。电阻点焊生产效率高、操作灵活性好,但也存在许多局限性,主要表现在:a.焊接过程需要提供大电流,耗能大;b.铝合金表面氧化膜造成电极寿命明显缩短;C.由于焊接大电流的作用,工件将产生明显的热变形,且焊缝中易出现缺陷和焊点质量不稳定,接头质量差;d.焊接过程中有飞溅,点焊工作环境差。铆接是铝合金构件中一种常用的连接技术,但是采用铆接技术一方面会增加铝合金构件的重量,另一方面在铆接过程中会产生大量的噪音,生产环境恶劣,另外,铆接技术需要在铝合金构件上预开孔,增加了生产成本。因此,研究开发铝合金新的点焊连接技术替代传统的电阻点焊和铆接技术,对扩大铝合金在汽车工业的应用,推动汽车轻量化发展以及提高航空、航天运载能力具有十分重要的意义。搅拌摩擦点焊(FrictionStirSpotWelding,FSSW)是在“线性”搅拌摩擦焊接基础上,新近研究开发的一种创新的焊接技术。FSSW可以形成点焊的搭接接头,其焊缝外观与通常应用于铝合金构件的电阻点焊类似,因而具有很高的应用价值和研究意义。2搅拌摩擦点焊的基本原理目前,已公开的资料中报道了两种不同的FSSW技术。第一种方法是日本Mazda汽车公司于1993年发明的搅拌摩擦点焊,基本原理如图1所示。这种搅拌摩擦点焊又称为“带有退出孔的搅拌摩擦点焊”技术,采用的焊接设备与普通搅拌摩擦焊接设备类似,具体的焊接过程可分为3个阶段。A.压入过程:搅拌头不断旋转,通过施加顶力插入连接工件中,在压力作用下工件与搅拌头之间产生摩擦热,软化周围材料,搅拌头进一步压入工件B.连接过程:搅拌头完全镶嵌在工件中,保持搅拌头压力并使轴肩接触工件表面,继续旋转一定时间C.回撤过程:完成连接后搅拌头从工件退出,在点焊缝中心留下典型的退出凹孔。本文由建筑吊篮年发明的搅拌摩擦点焊,采用特殊的搅拌头,通过精确控制搅拌头各部件的相对运动,在搅拌头回撤的同时填充搅拌头在焊接过程中形成的退出孔,采用该方法焊接的点焊缝平整,焊点中心没有凹孔。搅拌摩擦点焊的搅拌头主要由三部分组成,分别为最内部的探针、中间层的袖筒以及最外层的夹套。其中,夹套在焊接时固定,不发生旋转,而中间层的袖筒和最内层的探针在焊接时既发生旋转也发生沿轴向的相对运动。无退出孔的搅拌摩擦点焊具体焊接过程分为以下几个阶段:a.开始焊接时,工件放置在一刚性垫板上,搅拌摩擦点焊搅拌头压在工件上,搅拌头的探针和袖筒高速旋转,与工件摩擦产生热量,使材料达到塑性状态。夹套将袖筒、探针以及塑性材料密封在一个封闭空腔,防止塑性材料外溢,夹套不旋转,如图2所示。图2焊接开始-摩擦产热-材料塑化b.当材料达到足够的塑性状态时,探针和袖筒一边继续旋转一边沿轴向进行相对运动,首先是探针向材料上方运动,袖筒向材料下方运动。探针向上运动为材料的运动提供空间,袖筒向下运动时会推动塑性材料发生相互搅拌与运动,如图3所示。图3焊接第二阶段-探针上移,袖筒下移c.当探针和袖筒运动到一定程度,即当袖筒下移到下层工件一定深度后,探针与袖筒反方向进行相对运动,探针向下运动,袖筒向上运动。塑性材料进一步进行融合、搅拌。如图4所示。图4焊接第三阶段-探针袖筒反方向运动d.当探针与袖筒反方向运动达到焊接前的平面时,探针、袖筒和夹套与工件上表面重新回到一个平面上。探针和袖筒停止旋转。搅拌头整体从工件上移走,焊接完成。如图5所示。图5焊接第四阶段-焊接完成-焊接头脱离工件相比之下,第二种方法要完成复杂的相对运动,填充退出孔将需要相对长的焊接时间,对设备的刚性和控制精度要求严格,需要专门的焊接设备进行焊接,前期投入成本较大;但优点是焊接后无退出孔,接头强度高、质量好。而第一种“带本文由建筑吊篮联合整理发布退出孔的搅拌摩擦点焊”方法的优点是焊接速度快,并且焊接设备和控制系统比较简单,容易集成到大批量的汽车组装生产线中,目前已在Mazda公司等多家汽车生产企业中获得应用。文章内容仅供参考()()(2011-8-22)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 蓬莱寺
蓬莱寺
本文标题:搅拌摩擦点焊的基本原理
链接地址:https://www.777doc.com/doc-2380060 .html