您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 搅拌站人员必备37个搅拌站典型故障问题处理
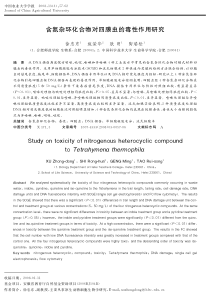
搅拌站人员必备:37个搅拌站典型故障问题处理1、搅拌机主电机启不动故障现象:按下操作台上搅拌机启动按钮,搅拌机不启动。原因分析:1、空压机未启动或供气系统压力未达到0.4MPa。2、搅拌主机检修保护开关及主机上的带钥匙紧停开关未接通。3、操作台上的紧停开关未复位。4、主机电源开关未接通。5、主机停止信号必须复位。处理过程:1、检查压缩空气检测信号(大于0.4MPa的气压信号)是否送到PLC,即I8.0是否有信号。如I8.0没信号,则检查空压机压力是否大于0.4MPa,当压力达到0.4MPa以上时,I8.0还没有信号,则检查电接点压力表调整是否正常或损坏,直到I8.0有信号。2、检查搅拌主机检修保护开关接通信号是否送到PLC,即I9.7是否有信号。3、检查操作台上的紧停开关是否复位,I0.1是否有信号。4、检查主机电源开关是否接通,I3.4是否有信号。5、检查主机停止按扭是否复位,I5.2是否接通。2、在自动生产过程中,配料机骨料称好后不卸料故障现象:在自动生产过程中,一种或多种骨料称好在计量斗内,不卸料,系统停止运行。原因分析:1、待料斗关门不到位。2、称量仪表没有卸料输出信号。3、皮带机未启动。4、骨料称的精称门未关到位。5、骨料必须定义卸料顺序。处理过程:1、检查待料斗斗阀门是否卡料或关门不到位,关门到位后,I6.7有信号。2、检查骨料称量仪表是否卸料输出信号,石料1卸料I0.4,石料2卸料I0.7,砂1卸料I1.5,砂2卸料I1.2。3、检查皮带机是否启动。4、检查骨料的精称门是否关门到位,石料1精称关门I8.2,石料2精称关门I8.3,砂1精称关门I8.5,砂2精称关门I8.4。5、检查计算机界面,骨料卸料顺序是否定义。1金伦机械3、斜皮带启不动故障现象:搅拌机正常启动后,按下操作台上斜皮带启动按钮,斜皮带不启动。原因分析:1、搅拌机未启动。2、斜皮带检修停止开关未复位。3、斜皮带机电源开关未接通。4、斜皮带机停止按钮开关未复位。5、洗机按钮未复位。处理过程:1、检查斜皮带检修停止开关是否复位,I7.7接通。2、检查斜皮带机电源开关是否接通,I7.6接通。3、检查斜皮带机停止按钮开关是否复位,I11.4接通。4、检查洗机按钮是否复位,I5.3断开。4、骨料称量斗不进料故障现象:在自动状态,按下循环启动或单盘启动,一种或几种骨料不称料。原因分析:在自动状态下,骨料称量的过程为,PLC给仪表一称量信号,称重仪表根据配方设定值输出粗称和精称信号给PLC,PLC接收到粗称和精称信号后,在骨料称量斗卸料门关闭的情况下,再输出信号给粗称和精称进料门的电磁阀,电磁阀得到信号后,使精称和粗称进料门打开,开始称料。当骨料秤重量达到精称要求时,仪表的粗称信号停止输出,粗称电磁阀断电,粗称门关闭。当骨料秤重量达到落差值时,仪表的精称信号停止输出,精称电磁阀断电,精称门关闭,称量完成。从生产过程中可以看出,影响称量的因素有:称重仪表是否给PLC称重信号,PLC是否给电磁阀信号、电磁阀是否能正常换向等。处理过程:1、检查称量斗卸料门的关门到位情况,1#石子称量斗关门到位信号I5.5,2#石子称量斗关门到位信号I5.6,1#砂子称量斗关门到位信号I6.0,2#砂子称量斗关门到位信号I5.7。2、检查仪表输出的称重信号,石1粗称信号I0.5,石1精称信号I0.6,石2粗称信号I1.0,石2精称信号I1.1,砂1粗称信号I1.6,砂1精称信号I1.7,砂2粗称信号I1.3,砂2精称信号I1.4。3、检查PLC的输出信号,石b-74576fc327d3240c8447efcc.html1粗称进料信号Q0.0,石1精称进料信号Q0.1,石2粗称进料信号Q0.2,石2精称进料信号Q0.3,砂1粗称进料信号Q0.6,砂1精称进料信号Q0.7,砂2粗称进料信号Q0.4,砂2精称进料信号Q0.5。4、当有信号输出到电磁阀而不进料,则检查电磁阀线圈是否烧坏或阀芯是否发卡。5、粉料进料缓慢故障现象:螺旋机送料很慢,送料时间超过2分钟,而正常送料在20秒以下。原因分析:影响因素主要是粉料罐下料不畅和螺旋输送机损坏等。粉料下料不畅的表现形式有粉料起拱、粉料罐出料口处物料结块、出料蝶阀开度过小、粉料罐内物料不足等。而螺旋输送机1搅拌机配件损坏主要是螺旋叶片变形,不能正常输送。处理过程:1、开启气吹破拱装置。2、检查粉料罐卸料碟阀的开度,并使碟阀处于全开的位置。3、检查粉料罐出口处物料是否结块。4、检查螺旋机叶片是否变形,如变形则拆除校正或更换。6、皮带跑偏故障现象:皮带输送机在空载或负载运行过程中,出现往一边跑偏或一会而左边跑一会而右边跑的现象,引起漏料、设备的非正常磨损与损坏、降低生产率,而且会影响整套设备的正常工作。原因分析:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。由于导致胶带跑偏的因素很多,故应从输送机的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏,如胶带两侧的松紧度不一样、胶带两侧的高低不一样、托辊支架等装置没有安装与胶带运行方向的垂直截面上等都会引起皮带跑偏。处理过程:(1)调整张紧机构法胶带运行时,若在空载与重载的情况下都向同一侧跑偏,说明胶带两侧的松紧度不一样,则可按图A所示方向调整;如果胶带左右跑偏且无固定方向,则说明胶带松弛,应调整张紧机构。(2)调整滚筒法如果胶带在滚筒处跑偏,说明滚筒的安装欠水平,滚筒轴向窜动,或滚筒的一端在前一端在后。此时,应校正滚筒的水平度和平行度等。(3)调整托辊支架(或机架)法如果胶带在空载时总向一侧跑偏,则应将跑偏侧的托辊支架沿胶带运行方向前移1-2cm(见图B),或将另一侧托辊支架(或机架)适当地加高。(4)清除粘物法如果滚筒、托辊的局部上粘有物料,将使该处的直径增大,导致该处的胶带拉力增加,从而产生跑偏。应及时清理粘附的物料。(5)调整重力法如果胶带在空载时不跑偏,而重载时总向一侧跑偏,说明胶带已出现偏载。应调整接料斗或胶带机的位置,使胶带均载,以防止跑偏。(6)调整胶带法如果胶带边缘磨损严重或胶带接缝不平行,将使胶带的两侧拉力不一致。应重新修整或更换胶带。(7)安装调偏托辊法若在输送机上安装几组自动调心托辊(平辊或槽辊),即能自动纠正胶带的跑偏现象。例如:当胶带跑偏与某一侧小挡辊出现摩擦时,应使该侧的支架沿胶带的运行方向前移,另一侧即相对地向后移动,此时胶带就会朝向后移动的挡辊一侧移动,直至回到正常的位置。(8)安装限位托辊法如果胶带总向一侧跑偏,可在跑偏侧的机架上安装限位立辊;这样,一方面可使胶带强制强制复位,另一方面立辊可减少跑偏侧胶带的拉力,使胶带向另一侧移动。7、搅拌机闷机跳闸故障现象:在投料搅拌过程中,搅拌主机因电流过大出现闷机跳闸。原因分析:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。由于导致胶带跑偏的因素很多,故应从输送机的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏,如胶带两侧的松紧度不一样、胶带两侧的高低不一样、托辊支架等装置没有安装与胶带运行方向的垂直截面上等都会引起皮带跑偏。1、投料过多,引起搅拌机负荷过大。2、搅拌系统叶片与衬板之间的间隙过大,搅拌过程中,增大了阻力。3、三角传动皮带太松,使传动系统效率低。4、搅拌主机上盖安全检修开关被振松,引起停机。处理过程:1、检查配料系统是否超标和是否有二次投料现象。2、检查搅拌机叶片与衬板之间的间隙是否在3~8mm。3、检查传动系统三角皮带的松紧程度并调整。检查主机上盖安全开关是否松动。8、搅拌机卸料门关门无信号故障现象:搅拌机卸完料后,卸了料门关闭,但无关门信号,造成程序停止运行。原因分析:搅拌机卸料门接近开关与卸料门上的转柄指针接近距离不超过5mm才能感应信号。当卸料门因油泵压力未达到要求或卸料门在关闭时被搅拌机里的残料卡住时,接近开关接近不到转柄指针而没有信号,因接近开关或转柄指针松动,使接近距离超过5mm时,接近开关也感应不到信号。如接近开关损坏也没有信号输出。处理过程:1、检查卸料门液压系统工作压力是否达到要求(13MPa)..2、切换到手动,把搅拌机卸料门打开,使卡住的残料掉落后再关上。3、检查接近开关和转柄指针是否松动。4、检查接近开关是否损坏。9、混凝土搅拌不均匀故障现象:搅拌机卸出的混凝土不均匀,一边干、一边湿。原因分析:搅拌时间过短会搅拌不均匀,另搅拌机喷水管喷嘴安装不正确,则喷水不均匀,更容易使混凝土一边干、一边湿。处理过程:1、检查搅拌时间是否过短(一般为30秒),如搅拌时间过短可延长搅拌时间。2、检查喷水管喷嘴的安装排列顺序是否正确,正确的排列顺序是排水泵边的喷嘴最小,另一边的喷嘴最大,中间按从小到大的顺序均匀排列安装。10、骨料称量不准故障现象:1、骨料称量总是偏多。2、骨料称量总是偏少。3、骨料称量一会而多一会而少。原因分析:骨料称量误差与细设定、落差及卸料的均匀性有密切的联系。细设定数据必须大于落差,否则,细设定信号尚未输出,落差信号已发出,停止卸料。处理过程:1、骨料总是偏多,可通调大落差的办法解决。落差调大后,需检查其数值是否小于细设定值,如落差大于细设定则应相应调大细设定的数值。2、骨料总是偏多,可通调小落差的办法解决。落差调小后,细设定值一般不需调整。3、骨料称量一会而多一会而少,首先检查卸料的均匀性,检查卸料口是否有杂物卡住等,然后再调整细设定和落差。11、粉料称量不准故障现象:1、粉料称量总是偏多。2、粉料称量总是偏少。3、粉料称量一会而多一会而少。原因分析:与粉料称量有关的因素有落差的设定、螺旋机的送料均匀性、主楼除尘负压的影响等。处理过程:总是偏多或总是偏小可通过调整落差来改正。当称量不稳定时,应检查螺旋机送料的均匀性(主要看粉料罐下料是否顺畅)并处理。另检查主楼除尘管路和除尘机滤芯是否堵塞。搅拌机配件12、外加剂称量不准故障现象:1、外加剂称量总是偏多。2、外加剂称量总是偏少。3、外加剂称量一会而多一会而少。原因分析:主要是落差和手动球阀开度的影响。处理过程:先调整落差,如调整落差后称量仍有问题,则把外加剂管路中手动球阀关小,再调整落差。13、粉料秤计量准确后称量仪表读数渐渐变小故障现象:在自动生产过程中,粉料计量斗内的物料称好后渐渐变小。原因分析:主要是卸料气动蝶阀关不严所引起。而气动蝶阀关不严的因素有:气动蝶阀组装时限位螺钉位置不合适造成蝶阀本身关不到位,另蝶阀出口处粘了物料,也会造成气动蝶阀关不到位。处理过程:1、先拆开与气动蝶阀相联的红色胶管,检查是否有物料粘在蝶阀上,如有,则在蝶阀开启状态下,用钢刷把物料清理掉。2、检查蝶阀的限位顶丝位置是否合适,可通过调整顶丝来限制蝶阀的开度。14、配比不下传到仪表或仪表显示数上传不到计算机或仪表不启动故障现象:任务设置好后,用鼠标点击存盘下传,但称重仪表接受不到计算机下传的数据。在生产过程中,称重仪表检测到的重量数据不能传输到计算机上,计算机界面上相应的数据控件窗口无反应。原因分析:称重仪表与计算机之间通过一拖八串口线连接。仪表与计算机之间的通讯线松动、断线、短接或碰壳等都会造成仪表与计算机之间无通讯。另仪表的参数设置不正确对通讯也有影响。处理过程:检查通讯线接头是否有缺陷并处理,检查仪表参数设置是否正确。15、称量仪表静态时数字漂移故障现象:在自然状态下,仪表显示数据连续不断的变化。原因分析:称重仪表显示重量数据来源于传感器接线盒传送过来的电流信号,仪表显示重量波动大,则说明传感器接线盒传输过来的电流波动。传感器内部电桥损坏或传感器接线盒接线头松动都会造成电流波动。处理过程:拆除某个传感器在接线盒上的所有接线、看仪表数据是否继续漂移。如仪表数据停止漂移,则可判断该传感器接线松动或传感器损坏。把拆下的传感器所有接线重新接到接线盒上,如仪表数据停止漂移,则说明原因是接线松动所致,如仪表数据继续飘移,则传感器损坏,更换传感器即可解决。如拆掉某个传感器后,仪表数据继续漂移,则拆另一个传感器(已拆传感器的接线先不要接),按类似方法
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 kennykyo
kennykyo
本文标题:搅拌站人员必备37个搅拌站典型故障问题处理
链接地址:https://www.777doc.com/doc-2380090 .html