您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 某零件工程项目管理设计参考
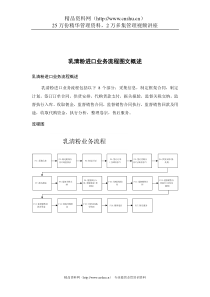
某阶梯轴零件的工程项目管理设计1.单件小批量工艺设计方案的工程项目管理设计工程管理的目标主要包括:实现安全、文明生产,保证按期供货,降低总成本,提高经济效益。设计方案范围包括:生产过程组织形式、人力资源配置、进度计划与控制、质量管理、现场管理、成本管理等六个方面。成本费用在另一部分专述。1.1生产过程组织形式设计1.1.1生产过程空间组织设计针对单件小批量生产方式,从较强的生产组织柔性考虑,选择按工艺原则布置设施,设备按机群布置。该阶梯轴零件单件小批量生产工艺主要包括车、铣。加工设备为:CA6140、X63。生产空间的机群布置如图1-1所示:......车床车床车床车床车床组铣床铣床铣床铣床铣床组...组...组图1-1单件小批量阶梯轴零件生产空间布置图1.1.2生产过程时间组织形式由于生产空间按工艺原则布置,生产过程的时间组织选择顺序移动的方式。1.2人力资源配置车间内部人员组织形式按设备工艺特点分成班组,并根据订单安排产品负责人。单件小批量大多采用通用设备,手工操作的比重较大,操作人员技能水平对产品质量与加工时间影响较大,故人员安排较为灵活,并尽可能培养多面技能手员工。组织结构如图1-2所示:车间主任某阶梯轴负责人B产品负责人C产品负责人车工A组车工B组铣工组图1-2单件小批量生产方式车间组织结构该阶梯轴人员配备为:车工组2人,铣工组1人。1.3生产进度计划与控制案例分析考虑到阶梯轴的生产比较简单,生产顺利的安排分为3个阶段。假设现在需要加工一个阶梯轴,按照调研的结果和加工阶梯轴的工艺工序,加工一个阶梯轴的时间为:4+3.5+3=10.5(分钟)。由于单个生产的时间量占用整个机器可使用的时间比例很小,在单件生产中,可以忽略单件生产的负荷占用率。等待时间主要表现在零件从一个机床换到另一个机床的等待宽放时间。在单件生产过程中,对进度的控制主要采用工序进度控制。工艺工序详见附表。采用网络计划技术对计划安排和进度控制进行管理。1)确定生产过程的关键工序,利用非关键工序的时差,通过调整工序的起讫日期对制造资源进行合理分配,编制各个工序的开工和完工时间进度表。2)应用网络图和时间进度表,定期对生产实际进展情况作出报告和分析,必要时修改网络图和进度表。假设从车1到车2的等待时间为t1,从车2到铣3的等待时间为t2。ES表示最早开始时间,EF表示最早结束时间,LS表示最迟开始时间,LF表示最迟完成时间。预计完成一个阶梯轴的时间为15分钟。ES=0EF=4ES=3.5+t1EF=7.5+t1ES=7.5+t1+t1EF=10.5+t1+t1LS=15-10.5-t1-t1LF=15-6.5-t1-t2LS=15-6.5-t2LF=15-3-t2LS=15-3LF=151.4质量管理本方案质量管理是基于全面质量管理思想和ISO9000标准对产品质量进行管理,集中于制造过程中的质量控制,按照PDCA循环的方法来规范化管理。①制造前质量计划和质量条件检查:按工艺工序卡片要求,产品加工完成时,进行终检;对原料按“原材料质量标准及检验标准”检验。②加工过程质量控制:按“在制品质量标准及检验规范”的规定对车一、车二、铣三道工序质量规范检验。由于键槽加工精度要求较高,将其作为重点工序进行控制。加强自检,现场主管加强巡检。③成品质量检验:依“成品质量标准及检验规范”的规定,对轴直径和键槽宽度的精度进行终检。阶梯轴在制品和成品在各项质量检验后有异常,应提报“异常处理单”,并立即向有关人员反应质量异常情况,使能迅速采取措施,保证质量。1.5现场管理车1车2铣3本方案中主要考虑现场管理中的“5S”管理;因阶梯轴单件加工采用机群式布置,对其进行定置管理较难,故不作考虑。“5S”管理开工前,确保机器处于良好的工作状态,准备好所需的工器具;完工时,及时清扫设备、工具、量具的油污、灰尘、生锈等;整理三爪卡盘、铣床通用夹具,外圆车刀、中心钻、键槽铣刀,游标卡尺;确保作业指导书放入柜中以及工作台面、作业场所、通道的干净和清洁;定期进行现场检查,保证现场的规范化,并养成习惯。2.中批量工艺设计方案的工程项目管理设计中批量工程管理的目标主要有:实现均衡生产、提高设备利用率、降低成本、提高效益。设计方案范围包括:生产过程组织形式、人力资源配置、进度计划与控制、质量管理、现场管理、成本管理等六个方面。成本费用在另一部分专述。2.1生产过程组织形式设计2.1.1生产过程空间组织设计针对中批量生产方式,从生产组织既要保持较好的连续性,又要有一定的柔性考虑,空间组织的设施布置选择为成组流水线。①确定生产节拍根据题目要求知,零件月产3000件,按照一个月工作22天,每天一班工作8小时,时间利用率设为90%,计算该零件的生产节拍为:022890%60//3.168min/3000erFNFgN件其中,r—节拍,Fe—计划期有效工作时间,N—计划期制品产量,F0—制度工作时间,g—时间有效利用系数。②确定流水线生产设备数量由中批量生产工艺过程卡片(见附表2)得知,铣端面专用铣床(专铣1)的加工工时为1.8min,车床C616(车1)加工工时为0.5min,车床C616(车2)的加工工时为1.2min,铣键槽专用铣床(专铣2)的加工工时为1.5min,钳台的加工时间为0.2min。生产的设备数为:121.80.571;3.1680.50.161;3.1681.20.381;3.1681.50.471;3.1680.20.06313.168tSrtSrtSrtSrtSr专铣1车车专铣2钳台台台台台台台台台台台。式中,t—加工工时。因此,该流水生产线需要C616车床2台,铣端面专用铣床1台,铣键槽专用铣床1台,钳工台1个。生产空间布置如图2-1所示:铣端面钻中心孔机床普车C616普车C616铣键槽专用铣床钳工台阶梯轴成组生产线………图2-1中批量阶梯轴零件生产空间布置图2.1.2生产过程时间组织形式由于生产空间按成组流水线组织,生产过程的时间组织选择顺序移动的方式。2.2人力资源配置车间内部人员组织形式以每一条流水线分成班组,根据流水线设备数量确定人数,并安排负责人员。组织结构如图2-2所示:车间主任流水线一组流水线二组流水线三组车工两人铣工两人图2-2中批量生产方式车间组织结构该阶梯轴人员配备如下:车工2人,铣工2人。2.3中批量生产进度计划与控制案例分析假设需要生产的3000件阶梯轴,交货期是一个月,开始生产的时间定为月初,交货在月底,并由前述可知,生产节拍为3.168min/件。在本次案例中,原材料直接通过外购的形式获得,不考虑生产原料的购买周期,供应周期等情况。工艺路线已经确定,设备的使用率等都可以直接得到原始资料。每天需要完成的数量:3000/22=136.36,取一天生产137件。一个月的生产量:137*22=3014件。比计划的3000件多14件,可以平均分配每周的生产任务,即每周生产750件。生产进度计划表如表:任务项目工作日第一周第二周第三周第四周3000生产计划750750750750实际图2-3:生产计划表对3000件阶梯轴生产的控制主要是通过4个步骤:1)作业安排:根据每天需要生产的数量,安排出生产资源、资金以及准备工作。确定外购件和自制件的作业顺序以及加工开始和结束时间。2)测定偏差:生产的时间是一个月,可以选择4个时间结点对进度控制,分别每个周末对进度计划跟踪。按照预定的时间,检查计划的执行情况,统计生产实际情况,掌握计划与实际之间的偏差。3)纠正偏差:根据偏差产生的原因和严重程度采取处理措施,及时处理信息并调整计划。采取的措施包括:增加机器是数量,增加工人的人数,增加工人的工作时间。4)提出报告:查证生产过程中的相关情况,汇总成统计分析报告。2.4质量管理本方案质量管理基于全面质量管理思想和ISO9000标准对产品质量进行管理,集中于制造过程中的质量控制,按照PDCA循环的方法来规范化管理。①制造前计划、准备和首件检验:首件生产或工序调整后,应进行首件检验。由操作人员自检和班组长复检来确认检查工夹具安装定位、测量仪器精度、图纸、材料等情况。检验合格的阶梯轴,应打上规定的标记,并保持到本班或一批产品加工完毕为止。②加工过程质量控制:采用自检、后工序检验和质检人员抽样检验等方式;抽检时主要对在车大外圆和铣键槽进行检验。③成品质量检验:每个班次结束或每个批量完工,操作人员重点对轴直径和键槽宽度的精度进行检测,并做好检验记录。阶梯轴在制品和成品在各项质量检验后有异常,应提报“异常处理单”,并立即向有关人员反应质量异常情况,使能迅速采取措施,保证质量。2.5现场管理2.5.1“5S”管理开工前:确保机器处于良好的工作状态,准备好所需的工器具。作业中:保证每批次阶梯轴从原材料、半成品到产成品定置放置完好。完工时:及时清扫设备、工具、量具油污、灰尘、生锈等;规范整理专用铣夹具、钳工台、三爪卡盘,端面铣刀、中心钻锉刀、立铣刀、外圆车刀、锉刀,专用卡规、专用塞规;确保作业指导书放进柜子以及工作台面、作业场所、通道干净。定期进行现场检查,保证现场的规范化;并养成习惯。2.5.2定置管理原材料库铣端面钻中心孔机床普车C616普车C616铣键槽专用铣床钳工产成品库工人工人工人工人工人工器具工器具工器具工器具工器具图2-3定置管理图
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 liu8260031
liu8260031
本文标题:某零件工程项目管理设计参考
链接地址:https://www.777doc.com/doc-2386641 .html