您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 焊接接头--技术规范标准[详]
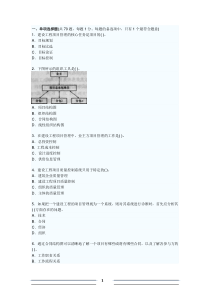
第一章焊接基础知识电弧焊接头包括4部分:焊缝、熔合区、热影响区、焊缝附近的母材。熔化焊焊接接头的组成a)对接接头b)搭接接头1-焊缝金属2-熔和线3-热影响区4-母材一、接头的基本形式焊接接头(简称接头):用焊接方法连接的接头。常用的焊接接头:对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头、锁底对接接头等。焊接接头的基本类型1、对接接头将同一平面上的两个被焊工件的边缘相对焊接起来而形成的接头称为对接接头。它是各冲焊接结构中采用最多、也是最完善的一种接头形式,具有受力好、强度大和节省金属材料的特点。但是,由于是两焊件对接连接,被连接件边缘加工及装配要求则较高。在焊接生产中,通常使对接接头的焊缝略高于母材板面。由于余高的存在造成构件表面的不光滑,在焊缝与母材的过渡处会引起应力集中。对接接头的几种形式2、T形接头将相互垂直的被连接件用角焊缝连接起来的接头称为T形(十字)接头。T形(十字)接头能承受各种方向的力和力矩。T形接头是各种箱型结构中最常见的接头形式,在压力容器制造中,插入式管子与筒体的连接、人孔加强圈与筒体的连接等也都属于这一类。由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作用下力线扭曲很大,造成应力分布极不均匀、且比较复杂,在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低T形接头应力集中的重要措施之一。T形接头3、搭接接头两块板料相叠,而在端部或侧面进行角焊,或加上塞焊缝、槽焊缝连接的接头称为搭接接头。由于搭接接头中两钢板中心线不一致,受力时产生附加弯矩,会影响焊缝强度,因此,一般锅炉、压力容器的主要受压元件的焊缝都不用搭接形式。由于搭接接头使构件形状发生较大的变化,所以应力集中要比对接接头的情况复杂得多,而且接头的应力分布极不均匀。在搭接接头中,根据搭接角焊缝受力方向的不同,可以将搭接角焊缝分为正面角焊缝、侧面角焊缝和斜向角焊缝。搭接接头搭接接头除两钢板叠在端面或侧面焊接外,还有开槽焊和塞焊(圆孔和长孔)等。开槽焊搭接接头的构造如图所示。先将被连接件冲切成槽,然后用焊缝金属填满该槽,槽焊焊缝断面为矩形,其宽为被连接件厚度的两倍,开槽长度应比搭接长度稍短一些。塞焊是在被连接的钢板上钻孔来代替槽焊的槽,用焊缝金属将孔填满使两板连接起来,塞焊可分为圆孔内塞焊和长孔内塞焊两种,如图所示。4、角接接头两钢板成一定角度,在钢板边缘焊接的接头称为角接接头。角接头多用于箱形构件,骑座式管接头和筒体的连接,小型锅炉中火筒和封头连接也属于这种形式。与T形接头类似,单面焊的角接接头承受反向弯矩的能力极低,除了钢板很薄或不重要的结构外,一般都应开坡口两面焊,否则不能保证质量。角接接头选择接头形式时,主要根据产品的结构,并综合考虑受力条件、加工成本等因素。例如:对接接头具有受力均匀、节省金属等优点,故应用最多。但是,对接接头对下料尺寸和组装的要求比较严格。T形接头焊缝大多数情况下只承受较小的切应力或仅作为联系焊缝。搭接接头对装配要求不高,也易于装配,但接头承载能力低,一般用在不重要的结构中。焊接接头的设计中对焊缝质量的要求、焊缝尺寸大小、焊缝位置、工件厚度、几何尺寸、施工条件等不同,决定了在选择焊接方法和制定工艺时的多样性。合理的焊接接头设计与选择不仅能保证钢结构的焊缝和整体的强度,还可以简化生产工艺,节省制造成本。设计和选择焊接接头的主要因素:(1)保证焊接接头满足使用要求;(2)接头形式能保证选择的焊接方法正常施焊;(3)接头形式应尽量简单,尽量采用平焊和自动焊焊接方法,少采用仰焊和立焊,且最大应力尽量不设在焊缝上;(4)焊接工艺能保证焊接接头在设计温度和腐蚀介质中正常工作;(5)焊接变形和应力小,能满足施工要求所需的技术、人员和设备的条件;(6)尽量使焊缝设计成联系焊缝;(7)焊接接头便于检验;(8)焊接前的准备和焊接所需费用低;(9)对角焊缝不宜选择和设计过大的焊角尺寸,试验证明,大尺寸角焊缝的单位面积承载能力较低等。二、焊缝的基本形式焊缝:焊件经焊接后所形成的结合部分。分类:1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝;2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝;3、按焊缝断续情况可分为:连续焊缝、断续焊缝;4、按承载方式可分为:工作焊缝、联系焊缝。焊缝是构成焊接接头的主体部分,对接接头焊缝、角接接头焊缝是焊缝的基本形式。1.对接焊缝对接焊缝是沿着两个焊件之间形成的,有不开坡口(或开I形坡口)和开坡口的两种。焊缝表面形状有上凸的和与表面平齐的。2.角焊缝角焊缝截面形状3.工作焊缝和联系焊缝工作焊缝(又称承载焊缝)焊缝与焊件串联成整体主要承担载荷的作用。焊缝一旦断裂,钢结构就立即受到严重破坏。联系焊缝(又称非承载焊缝)焊缝与两个或两个以上的焊件并联成整体(即连接作用),焊缝不直接承担载荷,工作中受力很小,焊缝一旦断裂,结构不会立即失效。三、坡口的基本形式1.坡口类型坡口:根据设计或工艺需要,在焊件的待焊部位加工成一定几何形状并经装配后构成的沟槽。开坡口:用机械、火焰或电弧等加工坡口的过程。开坡口的目的:(1)是为保证电弧能深入到焊缝根部使其焊透,并获得良好的焊缝成形以及便于清渣。(2)对于合金钢来说,坡口还能起到调节母材金属和填充金属比例(即熔合比)的作用。(1)根据板厚不同,对接焊缝的焊接边缘可分为卷边、平对或加工成为V形、X形、K形和U形等坡口。对接焊缝坡口型式(2)根据焊件厚度、结构形式及承载情况不同,角接接头和T形接头的坡口形式可分为I形、带钝边的单边V形坡口和K形坡口等。角接和T形接头的坡口a)I形b)单边V形(带钝边)c)K形(带钝边)2.坡口的设计原则坡口的形式和尺寸主要根据钢结构的板厚、选用的焊接方法、焊接位置和焊接工艺等来选择和设计。1)焊缝中填充的材料少;2)具有好的可焊性;3)坡口的形状应容易加工;4)便于调整焊接变形;一般情况下,焊条电弧焊焊接6mm厚度的焊件和自动焊焊接14mm以下厚度的焊件时,可以不开坡口就可以得到合格的焊缝,但板间要留有一定的间隙,以保证熔敷金属填满熔池,确保焊透。钢板超过上述厚度时,电弧不能熔透钢板,应考虑开坡口。第二节焊接接头的表示方法一、焊缝符号与焊接方法代号焊缝符号:在图纸上标注出焊缝形式、焊缝尺寸和焊接方法的符号。由GB/T324-1998《焊缝符号表示法》(适用于金属熔焊和电阻焊)和GB/T5185-1999《金属焊接及钎焊方法在图样上的表示代号》进行了规定。焊缝的符号组成:基本符号、辅助符号、补充符号、焊缝尺寸符号和指引线。基本符号:是表示焊缝横截面形状的符号,它采用近似于焊缝横截面形状的符号表示。辅助符号:是表示对焊缝表面形状特征辅助要求的符号。辅助符号一般与焊缝基本符号配合使用,当对焊缝表面形状有特殊要求时使用。焊缝补充符号:是为了补充说明焊缝某些特征的符号。焊缝尺寸符号:是表示坡口和焊缝各特征尺寸的符号。指引线:由带箭头的指引线、两条基准线(横线)(一条为实线,另一条为虚线)和尾部组成。为了简化焊接方法的标注和文字说明,可采用国家标准GB/T5185-1999规定的用阿拉伯数字表示的金属焊接及钎焊等各种焊接方法的代号。焊接方法标注在指引线的尾部。二、焊接接头在图样上的表示方法(一)焊缝的图示法国家标准GB/Tl2212-1990《技术制图焊接符号的尺寸、比例及简化表示法》规定,需要在图样中简易地绘制焊缝时,可用视图、剖视图或剖面图表示,也可以用轴测图示意地表示。在同一图样中,通常只允许采用一种画法。(二)焊缝符号的标注国家标准GB/T324-1988、GB/T5185-1999和GB/T12212-1990中分别对焊缝符号和焊接方法代号的标注方法作了规定。(1)焊缝符号和焊接方法代号必须通过指引线及有关规定才能准确无误地表示焊缝。(2)标注焊缝时,首先将焊缝基本符号标注在基准线上边或下边,其他符号按规定标注在相应的位置上;(3)箭头线相对焊缝的位置一般没有特殊要求,但是在标注V形、单边V形、J形等焊缝时,箭头应指向带有坡口一侧的工件;(4)必要时允许箭头线弯折一次;(5)虚基准线可以画在实基准线的上侧或下侧;(6)基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直;(7)如果焊缝和箭头线在接头的同一侧,则将焊缝基本符号标注在实基准线侧;相反,如果焊缝和箭头线不在接头的同一侧,则将焊缝基本符号标注在虚基准线侧。必要时焊缝基本符号可附带有尺寸符号及数据。标注原则:1)焊缝横截面上的尺寸标注在基本符号的左侧,如:钝边高度p,坡口高度H,焊角尺寸K,焊缝余高h,焊缝有效厚度S,根部半径R,焊缝宽度C,焊核直径d;2)焊缝长度方向的尺寸标注在基本符号的右侧,如:焊缝长度L,焊缝间隙e,相同焊缝的数量n;3)坡口角度α、坡口面角度β、根部间隙b等尺寸标注在基本符号的上侧或下侧;4)相同焊缝数量符号标注在尾部;5)当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号。三、焊接接头的简化标注在GB/T12212-1990中还规定了某些情况下,焊接接头的简化标注方法。感谢聆听!THANKYOUFORWATCHING!演示结束!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![管理表格16档案借阅登记表[1]](/doc-1066192.png)
 ljcvivi
ljcvivi
本文标题:焊接接头--技术规范标准[详]
链接地址:https://www.777doc.com/doc-2400136 .html