您好,欢迎访问三七文档
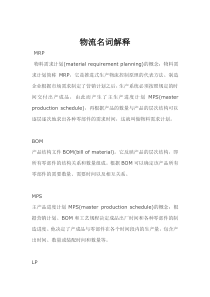
微连接1.微连接的背景及定义1.1微连接的背景自20世纪60年代微电子技术诞生并以魔幻速度飞速发展,微电子器件封装和组装时要连接的材料尺寸越来越小、连接的过程时间越来越短、对加热能量等的控制要求越来越高,连接界面在服役过程中受到力、热等的作用会发生随时间的变化,逐步影响连接的力学、电气性能以及产品的可靠性,微连接概念应运而生。1.2微连接的定义微连接又称精密连接,指连接对象的细微特征,这种特征导致了微连接工艺与普通焊接工艺具有显著的区别,因此在连接中除了必须考虑连接尺寸的精密性外,还必须考虑接合部位的尺寸效应。这种焊接领域的微连接技术,在电子产品生产工艺中又称为微电子焊接。微连接与精密连接是同一内涵的不同表述术语,而微电子焊接没有包括焊接以外的连接,例如黏结和机械连接等,而后者对于电子系统同样是不可或缺的。因此微连接具有更全面的含义。2.微连接技术的特点电子产品和系统的微连接是一个复杂的系统工程,其原理涉及物理、化学、金属工艺学、冶金学、材料学以及电子、机械等相关知识。与传统焊接方法相比,电子微连接技术具有如下特点:2.1.材料多样化传统连接技术的主体是指焊接技术,其主要焊接对象以黑色金属为主,而电子系统的微连接技术主要采用特种焊接技术,其中又以钎焊占主导地位,所涉及的材料主要是有色金属,如Sn、Pb、Sb、Cu、Ag、Au、Al、Bi等金属及其合金。2.2尺寸精细化例如:片式阻容元件尺寸已从20世纪70年代的3216(3.2×1.6mm)发展到现在的0402(0.4×0.2mm);芯片外引线中心间距从最初的1.27mm,快速减小至0.5mm、0.4mm和0.3mm;与元器件相匹配的印制电路板(PCB)从早期的单面板、双面板发展为多层板,板面上的线宽已从0.2~0.3mm缩小至0.15mm和0.1mm.甚至到0.05mm.又如球栅阵列(BGA)封装技术,其钎料球中心距离可小于0.5mm。在多芯片模块中,裸芯片组装已经达到微米数量级;要求的定位精度很高,已达到纳米的数量级;所用封装基板的尺寸精度也很高。2.3因素复杂化由于连接对象的微细化,在传统焊接技术中可以忽略的某些因素却成为影响连接质量的决定性的因素,如溶解量、扩散层厚度、表面张力、应变量等。2.4结构特殊化由于微电子材料结构、性能的特殊性,例如,微电子材料在形态上一般为薄膜、厚膜、箔等,且这些箔和膜多为金属复合层,而金属复合层不是单独存在而是附着在基板上的,这就需要采用特殊的连接方法,同时在连接过程中不能对器件的功能产生任何影响。2.5工艺精确化由于连接接头的界面在服役过程中在各种应力作用下会随时间的延长而发生变化,将逐步影响连接的力学性能、电气性能及接头的可靠性。因此,要求连接精度很高,键合时间很短,对加热、加压等能量的控制要求非常精确。3微连接方法的分类连接方法组装技术连接部位(举例)熔焊弧焊精密机械元件连接微电阻焊平行间隙电阻焊、闪光焊接头连接液-固相连接软钎焊浸渍焊电子元件装联波峰焊再流焊液相扩散连接喷镀焊固-固相连接固相扩散连接反应扩散连接冷压焊大功率晶体管外壳封装超声焊热压焊楔压焊丝球焊气-固相连接物理沉积真空沉积电极膜形成扩散阻挡层形成离子沉积化学沉积电镀电极膜形成粘结芯片连接,电子元件组装,精密机械元件连接3.1.软钎焊,在微连接中软钎焊主要包括三种焊接技术:浸渍钎焊、波峰焊、再流焊。3.1.1浸渍钎焊,也叫液体介质中钎焊,它是把焊件局部或整体浸入盐混合物溶液或钎料溶液中,依靠这些液体介质的热量来实现钎焊的过程。这种钎焊方法,由于液体介质的热量大导热快,能迅速而均匀地加热焊接,钎焊过程是持续的,时间一般不超过2分钟,因此生产效率高,焊件变形,晶粒大小和脱碳等现象都不显著。焊接过程中液体介质不仅隔绝空气,而且保护焊件不受氧化,并且溶液温度能精确地控制在/-5度范围内,因此,钎焊过程容易实现机械化,有时,钎焊的同时,还能完成淬火,渗碳,软化等热处理过程,由于这些特点,工业上广泛使用它钎焊各种合金。优点:加热迅速,生产率高,液态介质保护零件不受氧化,有时还能同时完成淬火等热处理过程,特别适用于大批量生产。浸渍钎焊根据使用的液体介质不同可分为盐浴钎焊和金属浴钎焊。缺点:盐浴钎焊时所用的盐类,多含有氯化物、氟化物和氰化物,它们在钎焊加热过程中会严重地挥发出有毒气体。另外在钎料中又含有挥发性金属,如锌、镉、铍等,这些金属蒸气对人体十分有害,如铍蒸气甚至有剧毒。在软钎焊中所含的有机溶液蒸发出来的气体对人体也十分有害。因此,对上述这些有害气体和金属蒸气,必须采取有效的通风措施进行排除。另外,在浸沾钎焊过程中,特别重要的是必须把浸入盐浴槽中的焊件彻底烘干,不得在焊件上留有水分,否则当浸入盐浴槽时,瞬间即可产生大量蒸气,使溶液飞溅,发生剧烈爆炸,造成严重的火灾和烧伤人体,在向盐浴槽中添加钎剂时,也必须事先把钎剂充分烘干,否则也会引发爆炸。3.1.2波峰焊借助于钎料泵使熔融态钎料不断垂直向上地朝狭长的出口涌出,形成20~40mm高的波峰。钎料以一定的速度和压力作用于电路板上,充分渗入到待钎焊的器件引线和电路板之间,使之完全润湿并进行钎焊。其原理图如下:3.1.3再流焊使用的连接材料是钎料膏,通过印刷或滴注等方法将钎料膏涂敷在印刷电路板的焊盘上,再用专用设备——贴片机在上面放置表面贴片元件,然后加热使钎料熔化,即再次流动,从而实现连接。根据热源不同,再流焊主要可分为红外再流焊、气相再流焊和激光再流焊。(1).红外再流焊是利用红外线辐射能量加热实现表面贴装元件与印刷电路板之间连接的软钎焊方法。红外线辐射能直接穿透到钎料合金内部,被分子结构所吸收,吸收能量引起局部温度增高,导致钎料合金熔化再流。红外再流焊一般采用隧道加热炉,适用于流水线大批量生产。其工作原理如右图:缺点:表面贴装元件因表面颜色的深浅、材料的差异及与热源的距离的远近,所吸收的热量也会有所不同;体积大的表面贴装元件会对小型元件造成阴影,使之受热不足而降低钎焊质量。(2).气相再流焊是利用饱和蒸汽的汽化潜热加热实现表面贴装元件与电路板之间连接的软钎焊方法。印刷电路板放置在充满饱和蒸汽的氛围中,蒸汽与表面贴装元件接触时冷却放出汽化潜热使钎料膏熔化再流,饱和蒸汽同时起到清洗作用,去除钎剂和钎剂残渣。其工作原理图如右:优点:整体加热,溶剂蒸汽可以达到每一个角落,热传导均匀,可完成与产品形状无关的高质量钎焊;钎焊温度精确,不会发生过热现象。缺点:传热方式为热传导,因金属传热比塑料速度高,所以引脚先热,焊盘后热,这就容易产生“上吸锡”现象;溶剂价格昂贵,生产成本高;若操作不当,溶剂加热分解产生有毒气体。(3).激光再流焊是利用激光辐射能加热实现表面贴装元件与印刷电路板之间连接的软钎焊方法。目前主要有三种激光源用于再流焊,CO2激光源、Nd/YAG激光源、半导体真空管激光源。工作原理图如下:再流焊-激光钎焊示意图3.2热压焊是通过楔形劈刀或球形劈刀,将热、压力、超声传给金属丝在一定时间形成焊接。根据工具的不同可分为楔压焊和丝球焊。为增加金属丝与芯片表面电极的连接面积,提高连接强度和可靠性,键合之前在金属丝端部形成球,而后通过热压或超声方式实现金属丝与表面电极之间的连接,由此衍生出丝球焊。右图是楔压焊原理图:4.微连接常用的技术方法微连接中主要用到软钎焊的三种方法,浸渍焊、波峰焊、再流焊,热压焊中的楔压焊和丝球焊。参考文献:[1]何田.引线键合技术的现状与发展趋势[J].电子工业专用设备,2004,33(10):12-14.[2]黄玉财.集成电路封装中的引线键合技术[J].电子与封装,2006,6(7):16-20.[3]邱颖霞.微波多芯片组件中的微连接[J].电子工艺技术,2005,26(11):319-322.[4]樊自田先进进材料技术与理论[M].北京:化学工业出版社,2006.9
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 polo0820
polo0820
本文标题:微连接
链接地址:https://www.777doc.com/doc-2400935 .html