您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控机床与编程课程设计指导书
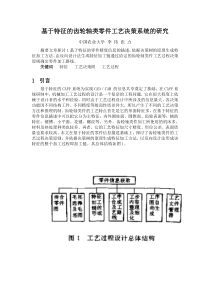
《数控机床与编程》课程设计指导书(机电一体化专业用)张继红编写株洲工学院二○○七年三月2前言随着科学技术的高速发展制造业发生了根本性的变化。由于数控技术的广泛应用,普通机械逐渐被高效率、高精度的数控机械所代替,形成了巨大的生产力。专家们预言:二十一世纪机械制造业的竞争,其实质是数控技术的竞争。数控技术是制造业实现自动化、柔性化、集成化生产的基础,现代的CAD/CAM,FMS和CIMS、敏捷制造和智能制造等,都是建立在数控技术之上;数控技术是提高产品质量、提高劳动生产率、提高企业的市场适应能力和竞争能力必不可少的物质手段;数控技术是国防现代化的重要战略物质,是国际技术和商业贸易的重要构成。因而可以毫不夸张地说:数控技术是关系到国家战略地位和体现国家综合国力水平的重要基础性产业,其水平高低和拥有量是衡量一个国家工业现代化的重要标志。数控技术的广泛应用,给机械制造业生产方式、产品结构、产业结构带来深刻的变化。随着我国工业现代化进程逐步加快,数控技术在制造业中越来越多地得到应用。目前,我国制造工业中,从事数控机床制造和生产的科技人员以及数控机床的操作员、程序员和维修人员都非常缺乏。特别是在我国的经济特区,数控人才非常抢手。因此,数控人才的缺乏是制约我国数控技术推广应用的极其重要的因素。在我院机电一体化专业中,开设了《数控机床与编程》课程。《数控机床与编程》这门课是实践性很强的课程,学生只有通过认识和具体操作、使用数控机床才能加深理解所学的知识,并达到真正掌握的目的。为了配合《数控机床与编程》的教学,巩固数控编程的知识,我们安排了数控编程课程设计,编写了课程设计指导书,达到掌握微机数控系统的数控编程的目的。3一、课程设计目的本课程设计是学完数控编程之后,进行的下一个实践性教学环节,它一方面要求学生能根据零件图,用ISO码编制数控加工程序,熟悉加工程序输入、检查、编辑及执行的方法,另一方面,为今后的毕业设计、今后从事数控加工进行一次综合训练。二、课程设计任务根据指导书提供的零件图及相关技术要求,用华中I型数控系统(车削数控系统和铣削数控系统)的编程指令编程,并加工出工件。三、设计题目、内容及步骤(具体题目见附录)1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线;2.选择机床设备;3.选择刀具;4.确定切削用量;5.确定工件坐标系、对刀点和换刀点;6.编写程序。四、完成的工作量1、设计说明书一份,包括课程设计目的,本人的设计任务,设计步骤,结论,心得体会和建议;2、上交加工好的零件或蜡模。五、进度安排按教学计划的规定,本课程设计时间为一周方案确定约占15%坐标点的计算约占15%程序的编制约占20%程序的效验和调试约占20%操作加工约占20%编写设计说明书约占10%4六、附录(设计题目及参考例题)下面工件毛胚的材料为尼龙棒,编写程序并加工成工件。图一图二图三图四图五图六5用提供的刀具(Ø12㎜/Ø10㎜立铣刀)在蜡模上完成下列零件的加工,图示凸块外侧面,有刀具半径补偿功能,图二凸块厚3㎜。图一图二图三图四6例题一如图所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ45外圆,使工件伸出卡盘80㎜,一次装夹完成粗精加工。2)工步顺序①粗车端面及φ40㎜外圆,留1㎜精车余量。②精车φ40㎜外圆到尺寸。2.选择机床设备根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。3.选择刀具根据加工要求,选用两把刀具,T01为90°粗车刀,T03为90°精车刀。同时把两把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。5.确定工件坐标系、对刀点和换刀点确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如图所示。采用手动试切对刀方法,把点O作为对刀点。换刀点设置在工件坐标系下X55、Z20处。6.编写程序(以CK0630车床为例)按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:N0010G59X0Z100;设置工件原点N0020G90;N0030G92X55Z20;设置换刀点N0040M03S600;N0050M06T01;取1号90°偏刀,粗车N0060G00X46Z0;N0070G01X0Z0;N0080G00X0Z1;N0090G00X41Z1;N0100G01X41Z-64F80;粗车φ40㎜外圆,留1㎜精车余量N0110G28;N0120G29;回换刀点N0130M06T03;取3号90°偏刀,精车7N0140G00X40Z1;N0150M03S1000;N0160G01X40Z-64F40;精车φ40㎜外圆到尺寸N0170G00X55Z20;N0180M05;N0190M02;例题二毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图所示的外轮廓及φ20㎜的孔。工件材料为铝。解答:1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上2)工步顺序①钻孔φ20㎜。②按O’ABCDEFG线路铣削轮廓。2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。故选用华中Ⅰ型(ZJK7532A型)数控钻铣床。3.选择刀具现采用φ20㎜的钻头,定义为T02,φ5㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。由于华中Ⅰ型数控钻铣床没有自动换刀功能,按照零件加工要求,只能手动换刀。4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。5.确定工件坐标系和对刀点在XOY平面内确定以0点为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图所示。采用手动对刀方法把0点作为对刀点。6.编写程序(用于华中I型铣床)按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:81)加工φ20㎜孔程序(手工安装好φ20㎜钻头)%1337N0010G92X5Y5Z5设置对刀点N0020G91相对坐标编程N0030G17G00X40Y30在XOY平面内加工N0040G98G81X40Y30Z-5R15F150钻孔循环N0050G00X5Y5Z50N0060M05N0070M022)铣轮廓程序(手工安装好ф5㎜立铣刀,不考虑刀具长度补偿)%1338N0010G92X5Y5Z50N0020G90G41G00X-20Y-10Z-5D01N0030G01X5Y-10F150N0040G01Y35F150N0050G91N0060G01X10Y10F150N0070G01X11.8Y0N0080G02X30.5Y-5R20N0090G03X17.3Y-10R20N0100G01X10.4Y0N0110G03X0Y-25N0120G01X-90Y0N0130G90G00X5Y5Z10N0140G40N0150M05N0160M30
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![高中生物教学大纲[1]1](/doc-299084.png)


 zkl1999
zkl1999
本文标题:数控机床与编程课程设计指导书
链接地址:https://www.777doc.com/doc-2430133 .html