您好,欢迎访问三七文档
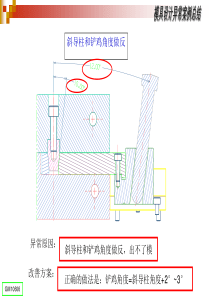
抽样检查管理办法1.目的为了有效地对生产活动过程中所涉及的产品进行科学、合理的抽样检查,依据GB2828-2003.1抽样检验方案和检验标准进行检测,结合公司实际情况特制定此管理办法。2.适用范围本管理办法适用于公司生产活动过程所涉及到的原材料、半成品或产品在生产制程中所进行的检测动作。3.定义3.1检查批:为实施抽样检查而汇集起来的单位产品;3.2批量:批次中所包含的单位产品数量3.3样本:从批中抽取用于检查的单位产品的全体;3.4缺陷:产品不满足或不符合预期规定之要求或被赋予的质量特性,按其严重性可分为致命缺陷(O类)、严重功能性缺陷(A类)、一般功能性缺陷(B类)、轻微缺陷(C类);3.4.1致命缺陷(O类):是指在正常使用过程中有可能威胁到人身、财产安全的现象或隐患,如冒烟、起火、漏电、爆炸等;3.4.2严重功能性缺陷(A类):是指产品已明显不具备正常使用功能或不能正常连续使用者,具体分类件附表1;3.4.3一般功能性缺陷(B类):是指在不影响产品本身所赋予的使用功能的同时,有可能会影响其它功能或产品的显著外观者;3.4.4轻微缺陷(C类):是指不影响产品正常使用的相关功能的同时,有可能会影响产品轻微外观者;3.5批合格率:在某一时间段内,对同一规格/型号的产品进行逐次抽检且已判定质量水平后,其抽检合格批次所占总抽检批次的概率。公式如下:批合格率P0=抽检合格总批次N×100抽检总批次M3.6一次抽样方案:由样板大小N和判定组数[Ac,Re]结合在一起组成的抽样方案;3.7正常检查:当过程评均接近合格质量水平时所进行的检查;3.8放宽检查:当过程平均显著优于合格质量水平时所进行的检查;3.9加严检查:当过程平均显著劣于合格质量水平时所进行的检查;3.10生产定型检查:为判断某一生产线能否成批量制造符合规定质量要求的产品而进行的周期与逐批检查,称为生产定型检查或巡回检查;3.11批量生产检查:为判断某一生产线在生产定型检查通过后,能否成批量制造符合规定质量要求的产品能否继续保持成批量制造符合规定质量要求的产品而进行的周期与逐批检查;3.121pc检查:对特定(满足5.5要求的特别规定产品)批次只抽取1pc进行检测鉴定的检查。3.13判定转移准则:是指按本管理办法的要求,依据样本大小N和[Ac,Re]和抽样方案表(主表)所对应的允收水准需按箭头所指方向的第一组数值为准则。4.抽样来源4.1供方提供大于100pcs以上的原材料、包材、外协件等产品作入厂检查者。其中:1)供方提供之样品小于100pcs时作全检;2)研发部门订购的少量试验品入库时不作入厂检查(可直接转出)3)当重要部件更换新供方或供方有重大工艺变更的,必须先送样品(不少于100pcs)给QE测试员进行相关项目检测并鉴定合格后方可批量办理采购和入厂检查。4.2新供方提供大于100pcs批量目的产品入厂检查者;4.3分厂组装、加工完毕的半成品或/和成品经生产线坐线检验员全检通过并提交品保部质检员检查者;4.4当本部门经理确认有必要对在库品某型号进行复检确认时;4.5当公司发生重大质量事故或重大索赔时,为了取证或追溯而由品保部指定人员对其产品进行抽检的;4.6当主管副总认为有必要对在库品某型号进行复查或抽样检查的;4.7当某型号产品在成品库储存时间超过规定周期时需要对其进行定期复检的。5.检查转移规则(附图一)5.1从正常检查转到加严检查:在进行正常检查时,若连续不超过五批中有两批经初次抽检(不包括再次抽检批)不合格,则从下一批检查转到加严检查;5.2从加严检查转到正常检查:在进行加严检查时,若连续五批经初次抽检(不包括再次抽检批)合格,则从下一批检查转到正常检查;5.3从正常检查转到放宽检查:当进行正常检查时,在下列条件均满足之条件后从下一批转到放宽检查:1)连续10批初次检查合格;2)在连续10批所抽取的样本中,不合格品总数小于或等于规定的界限数量;3)生产正常;4)主管质量部门同意转到放宽检查。5.4从放宽检查转到正常检查:在进行放宽检查时,若出现下列任一情况时从下一批起转到正常检查:1)有一批放宽检查不合格;2)生产不正常;3)主管质量部门认为有必要回到正常检查。5.5从放宽转到1pc检查:在进行放宽检查时,在下列条件均满足之条件后从下一批转到1pc检查并编制其《1pc检查清单》:1)连续10批初次检查合格;2)在连续10批所抽取的样本中,不合格品总数小于规定的界限数;3)生产正常;4)主管质量部门同意转到1pc检查。5.6从1pc检查转到放宽检查:在进行1pc检查时,当满足下列任一情况时从下一批放宽检查:1)有连续二批1pc检查不合格;2)生产不正常3)主管质量部门认为有必要回到放宽检查。附图一:同时满足:1)连续10批正常检验合格;检验开始2)连续10个合格批样本中不合格(品)数不超过界限数;3)生产正常不超过连续5批中累计3批不合格4)主管质量部门同意。2批初检不合格暂停放宽正常加严供检检检验检验货同时满足:1)连续10批放宽检验合格;2)连续10个合格批样1)有一批放宽检验不合格;本中不合格(品)数不2)生产不正常;质量得到改进超过界限数;3)主管质量部门认为有必要.连续5批初检合格主管部门同意3)生产正常;以上条件具备其一4)主管质量部门同意。1)连续二批1pc检验不合格;2)生产不正常;1pc3)主管质量部门认为有必要。检验以上条件具备其一6.操作程序6.1抽样检查的来源在满足4.0条款规定要求的产品。6.2抽检规定6.2.1所有外购品、外协件及公司自制品入厂或出厂前,分厂或部门当职权责人必须填写《产品报检单》提交品保部相应质检员进行入厂或出厂检查;6.2.2品保部质检员接到报检通知后,根据样品大小N及判定组数[Ac,Re]表组成相应的抽样方案并进行抽查。其中:1)一般检查(是指产品按照抽样标准要求开展的日常抽检的活动,包括功能、机械、外观等项目例行性检验)水平按II类抽查;2)特殊要求(是指产品按规定要求开展的周期性、形式试验、年度例行检查或安全抽检的活动)检查按S-2(见表3),AQL值如下:项目数值O类A类B类C类AQL值00.41.02.56.2.3检查完毕后质检人员必须及时、准确地将本次检查结果填入报表内并将其传递给报检人员,当属于不合格时按6.5.3条款规定执行;6.2.3各批次产品满足5.0条款规定要求的均按条款相关规定执行,当有异常时质检员应及时将此情况反馈到上级主管或本部门经理处。带处理完毕后质检员以及相关责任部门必须按照上级批示强制性处理。具体参照6.2.6条款。其中当属不合格批时,不合格品的处理按《不合格品控制程序》之相关规定执行;6.2.5经质检员检测后若发现任何批次产品含有:1)0类缺陷批次的产品,不论何种情况一律不能评审,作退批处理;2)A类缺陷批次的产品,当且仅当A类缺陷数量累计大于允收水准时方可作批退处理,若A类缺陷之项目可以被挑选或处理的,在产品交期紧张而又急需赶进度或交期时,由需求部门提出评审申请,具体按6.2.6条款规定执行;3)B类或/和C类缺陷批次的产品,当且仅当B类或C类累计分别超过允收水准时方可作批退处理,若此类缺陷之项目可以被挑选或处理的,在生产交期很紧而又急需赶生产进度的由需求责任部门提出评审申请,具体按6.2.6条款规定执行。6.2.6当抽检不合格批因特殊原因需评审时,由需求部门填写《特采申请单》送品保部、工程课进行评审,必要时送主管副总批示,当且仅当一致同意后方可按特采之结果处理。其中意见不统一时:1)按品保部经理批示的意见执行,如只有品检课和工程课品检时按品检课的评审意见执行;2)若因特殊性原因仍需要进一步沟通的,相关责任部门可以呈报主管副总进行仲裁并按主管副总批示的意见执行;3)未经评审通过的不合格批次一律不得流入下道工序使用;4)若未经评审而私自发放或领用的,各处于50元以上200元以下罚金,厂课长以上人员违反时处于两倍以上罚款;5)未经评审的任何批次产品,任何部门和分厂必须按评审结果执行。6.3抽样检查之执行6.3.1满足6.1条款的产品,质检员须依照抽样方案及产品检验标准之要求进行检测;6.3.2当一次抽样判定不合格时,质检员须按6.2.6或6.5.3条款规定要求执行;6.3.3抽检完毕后质检员须及时、准确地将相应结果填入报告内;6.3.4抽检时须从中随机任意抽取样本进行检测,而且开箱数不能少于n+1(其中n表示产品包装的总箱数)。6.4巡回检查之执行6.4.1当生产线组装或加工完50pcs至100pcs时,当值班/组长须从中任意抽取一只合格品(包括半成品)作为首件封样确认。质检员依照检查项目及标准进行检定,检定合格后双方签名确认并将结果记录于《首件确认报告》中;6.4.2首件确认合格之样品必须摆放在指定位置并贴上封样标签;6.4.3首件确认之样品只限于当日当班、同类别型号的产品,反之将重新首件封样确认;6.4.4注塑厂、电子厂、五金厂及喷涂厂质检员只需做首件确认和巡回检查两个动作,并将结果填入《班线巡查记录表》和《首件确认报告》单中,具体要求如下:1)保部质检员做完首件确认后须每隔2小时左右作一次巡回检查;2)巡查时必须严格按照标准要求进行对产品进行检测,并将结果记录于相应表格内;3)当巡查发现有批量性、规律性或隐患性不合格时品保部质检员有权要求停线待查,此时质检员必须及时填入《过程信息反馈单》呈报部门主管、分厂和工程技术人员以及相关质检员处,待评审完毕后分厂按评审之结果执行(当属不合格时还需将已流入下道工序或装入周转箱内之可能性不合格品召回检查)。6.5成品检查之执行6.5.1产成品出厂前,分厂当职权责人必须填写《产品报检单》送品保部质检员作抽样检查;6.5.2相关质检员按此管理办法及相关标准对产品进行抽检,并将结果如实填入《电须刀成品出厂检查报告》中,送分厂签名确认。其中包装厂质检员对产品功能进行抽查时其抽样数量不能少于规定要求,具体按S-2抽样方案执行;6.5.3当属不合格批时质检员应将具体情况填入《电须刀/包装类成品出厂抽查报告》内呈报相关权责人进行评审,分厂严格按照评审要求执行,集团事宜参照6.2.6条款。6.6不合格品的判退权限1)当抽查因发现含有0类不良品且批量在500PCSt以下的质检员有权直接判退,不需主管以上人员签名;2)当抽检因发现含有A类不良品且批量在1000pcs以下时,需报品检课长审批后方可判退,必要时呈报部门经理;3)当抽检因发现含有B类或C类不良品且批量在6000pcs以下时,需报质检课长审批后方可按审批要求执行,但事后必须呈报本部门经理;4)超出以下三点要求的批次产品,需报部门经理审批后方可按批示要求执行,必要时呈报主管副总。7.抽样方案(附后)7.1一般大小字码件表2;7.2正常检查一次抽样方案见表3;7.3加严检查一次抽样方案见表4;7.4放宽检查一次抽样方案见表5;7.5样本大小等于或大于批量的规定当抽样方案的样本大小等于或大于批量时,将该批量看作样本大小,抽样方案的判定数组保持不变。8备注说明8.1本抽样检查管理办法实施后,所有来料、制程品和产品均按此管理办法之相关规定执行;8.2本管理办法未注明之事项均按照公司现行文件的相关规定执行;8.3本管理办法当有变动时按照新出台的管理办法执行;8.4本管理办法自2005年4月1日起实施,解释权归品保部所有。9.相关记录9.1《特采申请单》9.2《不合格品评审报告》9.3《过程信息反馈单》9.4《电须刀成品出厂检查报告》或《包装类成品出厂抽查报告》9.5《班线巡查记录表》9.6《首件确认报告》产品类型A类缺陷说明产品类型A类缺陷说明电须刀/剃毛器类产品1)产品无充电功能2)产品无充电指示功能3)产品无剃须功能(无任何锋利度)4)产品充电时指示灯无转换功能5)产品正常工作3分钟之后网片或圆刀发烫(温升超过标准要求)且有灼伤感6)产品无开启或关断功能,或开关不灵活7)正常工作后发生让人难以忍受的杂音或噪音8)产品内有杂物晃动9)网片工作5分钟内破裂至不能使用10)充电式产品被发现漏打螺丝
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 dajiang345
dajiang345
本文标题:抽样检查管理办法
链接地址:https://www.777doc.com/doc-2449721 .html