您好,欢迎访问三七文档
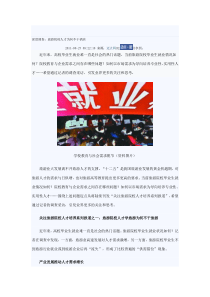
冷轧薄板厂连退机组平整机接轴检修施工方案编制:审核:批准:第1页共5页内部资料请勿外传一、项目概况冷轧薄板厂连退机组平整机安装在出口段,用于对退火后的带钢表面进行平整。驱动系统由下支承辊通过交流电机经齿轮箱和传动轴组成,本次检修对其传动接轴进行更换。二、主要施工内容更换传动接轴。三、施工网络图总工时为18h四、项目组织体系五、主要施工方法与步骤1.主要施工准备1)人员配置工种钳工起重焊工电工辅助合计人数5162)工器具及材料准备序号工器具名称型号规格单位数量1内六角扳手套12液压扳手套13重型套筒套14大锤12P把25千斤顶10T个26千斤顶5T个27倒链5T个28倒链3T个3第2页共5页内部资料请勿外传9倒链1T个410绳扣直径17.5毫米,长3.2米根611绳扣直径17.5毫米,长2.1米根312绳扣直径15.5毫米,长2.1米根313绳扣直径11毫米,长1.5米根414绳扣直径11毫米,长1米根41512#槽钢长1.5米根516檫机布公斤517撬棍根218锤击扳手M27个13)施工前其他需要做的准备工作a)核对备件b)将平整机内轧辊抽出2.施工拆装示意图3.主要施工步骤、方法与要求序号操作步骤安全措施技术要点1对照图纸,核对接轴备件第3页共5页内部资料请勿外传2拆除电机侧法兰口螺栓3在换辊车架上及轧机牌坊内摆放槽钢(1.5米),挂倒链;4将传动接轴用倒链递进式拉出平整机牌坊至平整机操作侧;起吊平稳接轴重3880kg5用天车吊出接轴,拆除轧辊侧兰盘并将轧辊固定套安装在备件接轴上;起吊平稳固定螺栓M27,1170NM6将传动接轴用倒链递进式移动至平整机驱动侧;起吊平稳7回装电机侧兰盘螺栓。固定螺栓M27,1170NM六、安全保证措施序号危险源安全措施1吊运作业要设专人指挥天车,吊装物下严禁站人2现场油污多铺设好石棉布,做好防滑工作3高空作业系好安全带4设备动作需要进行设备动作时,专人指挥,做好沟通交流工作(1)参加施工的员工进行现场安全教育及安全交底,做到不违章作业。(2)认真进行施工前的安全检查,做好施工前的安全防护措施。(3)施工中作业人员劳防用品必须正确使用穿戴整齐。(4)动火作业按有关动火制度或规定办理动火证,配备消防器材,落实防范措施,并有专人监护。施工时要做好防火隔离、防护措施,清理周围易燃易爆物。(5)深坑与临边作业,用安全网辅盖拉紧,拉红白绳加上钢性栏杆,戴好安全带。不准往下或往上乱抛材料的工具等物件。(6)每天施工前认真进行安全检查,检查接轴位置是否安全,防止发生意外。(7)现场地上、楼梯上有油易滑倒,施工人员在行走、上下楼梯时注意安全。(8)施工人员在施工中,发现有不安全的因素或其它异常情况,应及时与施工负责人、现场安全员反应,以便及时采取妥善的措施。(9)电动工具、电焊机等移动电具必须经检查合格,使用无破损的软电缆,应有良好的接地,并配有漏电保护开关。(10)起重工必须严格执行首钢冷轧薄板厂相关起吊规定。七、工期保证措施第4页共5页内部资料请勿外传1.精心组织施工准备,组织人力物力进场,进行临时设施搭建,确保开工后全力施工。2.全体施工人员必须严格按施工工期计划进行施工,保证每一个节点的如期完成。3.投入足够的劳动力,根据劳动力计划认真组织施工各阶段的劳动力投入,保证按施工工期完成。4.施工中各道工序要密切配合,为下一道工序创造良好的施工条件,并留有足够的施工工期。5.加强施工现场管理,施工负责人进行进度考核,发现影响进度的诸多问题及时解决。八、文明施工措施1.循序作业—按程序施工,作业顺序合理;人员和机构安排有条理,不混乱,不窝工。2.物料整齐—施工中的设备、材料、构件摆放整齐,不影响施工场所交通,并有适当的保管防护措施,不丢失损坏。3.清洁卫生—每日施工结束前必须清理施工区域,以保证施工场地清洁。4.配合协调—工程施工中能严格遵守与其它项目配合的计划,现场作业中遇有和其它项目发生矛盾时能相互协商处理。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 vison8622
vison8622
本文标题:平整机接轴施工方案
链接地址:https://www.777doc.com/doc-2489554 .html