您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 企业财务 > 对小径管对接焊缝缺陷定量的探讨
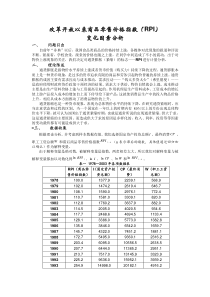
21808-01-Ⅲ-01对小径管对接焊缝缺陷定量的探讨苏蔚阜新发电厂,辽宁,阜新,123003[摘要]简述小径管对接焊缝射线照相的特点,以及焊缝缺陷定量时应注意的问题。[关键词]小径管射线照相焊缝缺陷定量火力发电厂锅炉受热面,大部分是由小径管(D≤76mm)焊接组成。焊缝的质量主要由射线照相的方法来控制。射线照相采用双壁双投影透照成象工艺,这和大径管或平板焊缝的射线照相在成象方面有所不同。大径管和平板焊缝质量的评定,是在焊缝中的缺陷和底片上的焊缝中的缺陷相差很小时进行评定的。小径管焊缝受其曲率和透照方式的影响,焊缝中的缺陷投影后,底片上焊缝缺陷图像发生变化,焊缝纵断面上的每一点位置在底片上都有变化,其变化程度和位置有关。如直接用标准对底片上的缺陷进行评定,就会使一些缺陷按未超标处理,而有些超标(或严重)缺陷没有得到处理而漏掉。本文从小径管射线照相一次成象的特点和规律入手,简述焊缝缺陷定量时应注意的问题。1、径管射线照相技术的特点从一般的射线照相技术观点可以认为,小径管对接焊缝射线照相是一个特殊的变截面工件射线照相问题。常用射线照相方法为平移椭圆成象和角度椭圆成象法。这两种方法在透照区内透照厚度变化很大,超过一般射线照相技术允许的范围,为了使成象达到规定的灵敏度、黑度和几何不清晰的要求,采用“高能量短时间和屏蔽”的透照工艺。由于透照角度及小径管曲率的影响,射线穿过焊缝及管壁的各个部位厚度不同。穿透厚度的最大值和最小值相差很大如图1所示,最大值为D2-d2—(D—d)(D为外径,d为内径)根据射线衰减规律,使射线到达胶片的强度造成很大的差异,底片上的椭圆成象各个部位黑度值具有不同的特点。小径管对接焊缝的纵截面为一个圆环,经射线照相后成椭圆环。小径管对接焊缝射线照相一次成象是无数个椭圆环叠加组成的椭圆环图像。椭圆长轴为小径管外径加2倍焊缝加强高,短轴长为2倍焊缝宽度加5-10mm。2、缺陷长度确定采用双壁双投影椭圆成象法,胶片平放,由于几何变形,底片上焊缝缺陷长度和实际219长度有差别,由图2可以看出离椭圆短轴越远,在底片焊缝缺陷长度和实际长度差越大。为讨论缺陷长度及缺陷位置,假设焊缝缺陷长度方向与焊缝周向相对平行,把射线看成平行的射线,设小径管对接焊缝的纵截面中任意一点P和中心连线与椭圆短轴的夹角a,该点至短轴的距离为α,则有αsina=—;a=sin-1α/rprp式中rp是研究点P至中心距离,a角对应的弧长为LL=p,α=psin-1α/rp(1)由(1)式可看出,只要量出底片焊缝上某一点至椭圆短轴的距离α就能算出L。对一条缺陷在底片图像上有两端点,量出两点至椭圆短轴的距离α1、α2,就算出L1、L2。再根据缺陷在底片所处位置,就能计算缺陷在焊缝中的长度以及在焊缝中实际位置。焊缝缺陷在底片上的位置分下列几种情况:2.1在短轴和长轴之间,图2中A条缺陷,其长度NA(α2>α1)。NA=L2-L1(2)2.2只跨短轴的缺陷长度,图2中B条缺陷。缺陷长度NB。NB=L2+L1(3)2.3只跨长轴的缺陷长度NC,见图2中C条缺陷。NC=πrp-(L2+L1)(4)2.4同时跨长轴和短轴的缺陷长度ND,见图2中D条缺陷,其长度ND(α2为跨长轴的端点至短轴距离)ND=πrp-L2+L1(5)在(1)至(5)式中,当缺陷属于焊缝根部缺陷时rp=d/2;当缺陷属于焊缝内部缺陷时rp=(D+d)/4(小径管中半径)。3、焊缝中缺陷定量时注意的问题3.1底片焊缝区域的划分为便于对焊缝质量的评定,对小径管射线照相一次椭圆成象分成几个区进行说明,如图3所示,a正常区,b放大区,c收缩区。A正常区又称正常评定区,是指胶片侧焊缝中射线穿透厚度比不大于1.1时的区段。此区段长度L正L正=·2a=Da,a=θ+β,θ为大径管焊缝的横向裂纹检出角,实际β很小,β取0。∴a=θ220正常区焊缝长度L正L正=cos-1()(6)正常区宽度BB=×2×sina=Dsina=Dsinθ∴B=Dsin{cos-1()}≈0.4D(7)正常区宽度一般为0.4D(管子外径),是以短轴为中心。正常区焊缝在底片上成象规律,接近大径管和平板焊缝成象规律。在焊缝质量评定时直接在底片上测量缺陷尺寸进行缺陷评定。B放大区,是指射源侧焊缝射线穿透厚度比不大于1.1时的区域。放大区内焊缝长度和放大区宽度接近正常区。由于此区焊缝离胶片的距离比较远,射线并非平行,焊缝曲线投影到底片上有放大的倾向,如图4所示,再根据几何关系,其放大系数MM=(8)式中f-源至胶片的距离(焦距),h-研究点至胶片的距离,取小径管中径Dp。由(8)式看出,放大区系数(忽略焦点尺寸和壁厚影响)M=P仅与焦点和管子中径有关。当放大区焊缝的影响发现缺陷时,应把底片上量得缺陷尺寸a′先换成当量尺寸(接近实际尺寸)aa=a′P(9)放大区焊缝质量评定时,把当量尺寸作为底片焊缝质量评定尺寸。C收缩区,是指射线穿透厚底比不大于1.1处以外区域,焊缝在底片上投影,随着偏离椭圆短轴得距离增大,焊缝收缩越严重,焊缝中的缺陷在底片焊缝也同样收缩。在对焊接质量评定时,需对底片上缺陷尺寸进行校正,校正方法用(1)式和(2)或(4)或(5)式计算缺陷当量尺寸作为底片评定尺寸(忽略放大和焦点尺寸影响)。3.2焊缝缺陷定量评定方法小径管焊缝内部和根部缺陷主要有气孔、夹渣、钨夹渣、未焊透、内凹、未融合和裂纹等缺陷。焊缝质量评定时,根据缺陷种类和在底片焊缝中位置进行评级。只要在底片焊缝中有裂纹、未融合、未焊透(氩孤焊或氩孤打底)的缺陷,不管缺陷长度多少,一律报废。需要对长底和位置确定时,由(1)或(2)或(3)或(4)或(5)计算确定。221对未焊透、内凹的缺陷深度和长度要求的评定时,首先确定深度,如果深度超标则判废;如果深度未超标,再确定长度,底片上缺陷长度超标则判废(忽略放大因素),底片上缺陷长度未超标,由(1)和(2)或(3)或(4)式计算出当量缺陷长度后,按当量长度评级。对条状缺陷评定时,首先看缺陷在底片焊缝中区域,正常区内缺陷直接测量缺陷尺寸进行评定。放大区的缺陷,经(9)式校正出当量缺陷尺寸作评定尺寸。根据GB3323标准对条状缺陷的长度限制,把常用几种规格小径管焊缝中缺陷长度在椭圆长轴投影极限长度计算出来列在表1中。收缩区的缺陷尺寸超标则判废,未超标时经(1)式和(2)或(4)式校正出当量缺陷尺寸,作为评定尺寸。表1条状缺陷(放大区)在长轴投影极限长度规格(mm)Φ32×4Φ38×4Φ42×5Φ51×4Φ76×6放大系数(f=6000)1.061.071.081.091.15条状缺陷4mm(Ⅱ)4.24.34.34.44.6条状缺陷6mm(Ⅲ)6.36.46.56.56.9*GB3323标准中对条状缺陷的限制Ⅱ级为4mm,Ⅲ级为6mm对点状缺陷评定时,正常区直接评定;放大区经(9)式校正出当量尺寸进行评定;收缩区缺陷尺寸超标时直接判废,未超标经(1)和(2)式校正出当量尺寸进行评定。4、结束语小径管对接焊缝缺陷的深底和长度定量误差大小与人的因素有关,特别是浓度的确定,要严格执行照相工艺,用现有高精度的黑度计测定黑度并仔细对比,能得到比较准确的浓度值。长度定量时,本文中所提到a或a′测量时,以中心标记作参点,即将中心标记看作是与椭圆短轴完全重合的。这就要求照相时,中心标记摆放必须正确。采用上述方法校正缺陷尺雨,能有效提高缺陷定量的准确性。作者简介苏蔚男高工从事电厂金属部件检测和监督工作。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 overload2002
overload2002
本文标题:对小径管对接焊缝缺陷定量的探讨
链接地址:https://www.777doc.com/doc-2536212 .html