您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 二钢铁水预处理操作规程
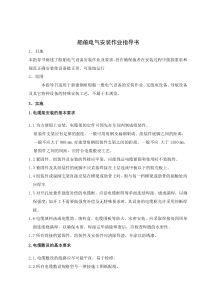
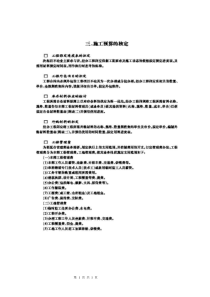
唐钢质量管理体系文件版本号:4文件编号:JS/ZY—QL—215唐钢第二钢轧厂铁水预处理基本工艺技术操作规程(公司秘密)编制:李双武审核:批准:2012-01-20发布2012-01-30实施唐山钢铁集团有限责任公司技术中心受控唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第1页更改状态一览表版本号更改次数更改理由更改人审核人批准人实施时间40换版李双武陈兴伟王新东2012.01.30唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第2页唐钢第二钢轧厂铁水预处理基本工艺技术操作规程文件编号:JS/ZY—QL—2150总则(1)岗位工上岗前对本岗位操作设备的控制系统进行确认,包括操作开关、限位器等电器设备,确认其操控状态是否良好,如果存在问题,及时反馈给主管领导或及时报修,恢复正常后方可正常操作。(2)岗位工要熟练掌握本岗位事故应急预案,上岗前对本岗位的事故应急预案进行检查确认,保证生产稳定。1工艺流程铁水包进站(扒渣)↓氮气氮气测温取样→化验分析↓↓↓袋装颗粒镁→漏斗→装料罐→喷吹罐→喷枪→喷吹脱硫→水冷烟罩→烟气除尘↓↓集尘器测温取样→化验分析↓铁水包出站↓扒脱硫渣→渣罐2原材料技术条件2.1颗粒镁金属镁含量≥92%球粒直径0.25-1.6mm,针状粒含量<10%燃点:1000℃、15秒2.2压缩氮气纯度≥99.9%压力:0.8-1.4Mpa唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第3页露点:-10℃含水量:≯0.15g/Nm33基本技术条件3.1脱硫前铁水温度:≥1200℃3.2脱硫前包内铁水重量:40-52t3.3脱硫前包内渣层厚度大于200mm时须扒渣。3.4铁水包净空大于400mm。4工艺联锁4.1铁水包车移动条件4.1.1脱硫站大门打开,铁水包车方可移动。4.1.2脱硫喷枪在高位,铁水包车方可移动。4.1.3铁水包在垂直位,方可通过主控台操作移动铁水包车。4.2喷枪架移动条件两喷枪在高位,横移台车锁定缸状态正常,喷枪架方准移动。4.3喷枪上下移动条件4.3.1喷枪对准喷枪孔。4.3.2把持器打开。4.3.3扒渣机在原始位。4.3.4铁水包在垂直位,方可通过主控台控制喷枪。4.4喷枪供气流量达到120-160Nm3/h,喷吹罐中的压力不低于0.6Mpa,喷枪才能下降插到铁水中。4.5喷枪只有在最低位置或采用现场控制台控制,转子给料器才能供电。4.6喷吹过程中,当喷吹罐中的压力降到0.45Mpa以下或供氮流量低于60Nm3/h时,喷枪自动报警提枪。4.7喷吹罐中颗粒镁重量低于80kg,喷吹系统不具备预启动条件。4.8在喷吹过程中,设置的颗粒镁量喷完或喷吹罐中颗粒镁重量为0kg时,喷枪自动提枪。4.9当供氮总管路中压力低于0.75Mpa时,喷吹系统不工作。4.10除尘阀不打开,喷吹系统不工作。唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第4页4.11水冷烟罩无水,喷吹系统不工作。4.12计量系统故障,上料及喷吹系统不工作。4.13喷枪降到低位,把持器自动关闭;发出提枪指令,把持器自动打开。4.14扒渣机操作条件4.14.1铁水包在竖直位置,扒渣机不能扒渣。4.14.2喷枪不在高位,扒渣机不能工作。4.14.3渣罐车不在扒渣位,扒渣机不能工作。5颗粒镁的验收和存放5.1颗粒镁存放期原则上不能超过6个月。5.2运送到脱硫站的颗粒镁按如下标准验收。5.2.1检查质量保证书是否齐全,并签收磅单。5.2.2检查装有颗粒镁的料袋,以确保完好无损并且袋中无水分。5.2.3一旦料袋打开,脱硫工必须确认颗粒镁是否受潮。5.2.4抽查取样进行化学分析和物理指标检验。5.3生产倒运过程中出现的料袋破损,则应将颗粒镁倒入密闭容器中。5.4对废弃的颗粒镁应系统的排除(扔入铁水包)。禁止将颗粒镁排入下水管道,以免爆炸。6装料罐装料6.1装料前准备6.1.1打开漏斗盘。6.1.2检查漏斗内料筛完好且无杂物,如有杂物则清理干净。6.1.3确认漏斗下手动门已打开。6.1.4确认阀50、阀51、阀52、阀53、阀54、阀55全部关闭。6.2装料操作6.2.1将现场控制台改为手动。6.2.2打开阀50、再开阀51。6.2.3用上料间的电葫芦吊运颗粒镁料袋到上料系统漏斗料筛上方,料袋下降时,戳穿袋底,再提升料袋到料筛上方(不超过50mm)将颗粒镁缓慢地卸到漏斗中。6.2.4利用重力作用,颗粒镁自动从漏斗经管道流入装料罐。唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第5页6.2.5通过计量系统称重装置的读数和PC显示屏的显示数监视颗粒镁装入装料罐的上料情况,装料量不超过上限。6.2.6上料完毕待漏斗和送料管中没有颗粒镁后,先关闭阀51,再关闭阀50,盖上漏斗盖。6.2.7将现场控制台开关选为自动。6.3装料罐上料过程注意事项6.3.1确认料袋下面和侧面没有杂物,以防卸料期间杂物落入装料罐。6.3.2装料罐不能装料太多,以保证顺利上料和避免颗粒镁受潮。7喷吹罐转装7.1向喷吹罐装料时,装入量不得超过最大料位。7.2转装条件7.2.1阀50、阀51关闭。7.2.2现场控制台开关转为自动。7.2.3阀60-1打开。7.2.4工艺设备和自动化控制系统完好。7.2.5供电系统,信号通讯,联锁机构处于正常状态。7.2.6供氮管道压力:0.8-1.4Mpa7.2.7装料罐中压力:0.4-0.6Mpa7.2.8操作台上指示灯和CRT显示屏正常。7.2.9所有仪表阀件的功能正常。7.2.10计量系统初始位置正常,具体如下:7.2.10.1阀80-1、阀80-2、阀80-3、阀82-1、阀82-2、阀82-3关闭。7.2.10.2通向喷枪的阀71-1、阀71-2、阀71-3、阀71-4关闭。7.2.10.3转子给料器断电。7.2.10.4喷吹罐供氮管路上的阀关闭。7.2.11装料罐中有足够的颗粒镁。7.3转装操作将颗粒镁的用量输入计量机,在显示屏上选择“自动送料”,颗粒镁自动从装料罐输入计量系统。送料时氮气输送量(输料阀前流量表显示)为150-400Nm3/h,颗粒镁输送唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第6页量约40kg/min。7.4转装进行顺序7.4.1喷吹罐阀80-1打开,释放压力,排出含尘氮气。7.4.2喷吹罐阀80-2打开。7.4.3关闭装料罐阀50。7.4.4打开装料罐阀52。7.4.5增加装料罐压力到0.4-0.6Mpa。7.4.6打开装料罐阀53。7.4.7用装料罐流量调节阀调节流量使输料阀前流量表显示为150-400Nm3/h。7.4.8打开出料阀,将颗粒镁从装料罐经送料管道输送入喷吹罐。7.5转装完成顺序7.5.1关闭装料罐阀54,停止从装料罐出料。7.5.2关闭装料罐阀52,停止向装料罐供氮。7.5.3打开装料罐阀55,排气,降低压力。7.5.4当装料罐中压力达到0.05Mpa时,打开阀50。7.5.5当装料罐中压力达到0时,关闭阀55及阀50。7.5.6出料阀关闭后延时30-60秒,关闭阀53,停止输料管道供氮。7.5.7关闭阀80-2。7.5.8喷吹罐压力达到0Mpa时,关闭管道阀80-1。7.6除尘排灰7.6.1除尘漏斗仓中的料达到上位时,控制台上有报警信号显示,此时应及时将除尘灰清除。7.6.2除尘排灰条件:系统未进行送料、喷吹操作。7.6.3除尘排灰步骤如下:7.6.3.1打开除尘器下手动闸板。7.6.3.2卸灰完毕,关闭除尘器下手动闸板。8铁水脱硫8.1喷吹前条件确认8.1.1喷吹罐内压力为0Mpa,通向喷吹罐氮气管路压力≥0.8Mpa,阀门气源压力≥唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第7页0.8Mpa。8.1.2检查水冷烟罩冷却水流量是否正常。8.1.3除尘灰料位面正常。8.1.4铁水包车、二次除尘阀、水冷盖、喷枪已由主控台控制。8.1.5喷吹罐内镁重>80kg。8.1.6把持器打开。8.1.7阀80-1、80-2、80-3、82-1、82-2、82-3、71-1、71-2及流量调节阀、氮气阀关闭。8.1.8转子给料器电机未接通。8.1.9无设备故障及紧急事故信号。8.2喷吹前准备8.2.1测初始温度、取初始样。8.2.2铁水准备8.2.2.1记录铁水重量。8.2.2.2将铁水包吊运到脱硫站,座在铁水包车上。8.2.2.3打开脱硫站大门,开铁水包车到脱硫位,关闭脱硫站大门。8.2.3打开二次除尘阀,接通气体净化系统。8.2.4选择喷枪号“A”或“B”,使其对位,打开氮封阀吹氮。8.2.5计算颗粒镁耗量:将铁水目标硫,初始硫,铁水温度,铁水量,颗粒镁吸收率(95%)输入计算机后,按计算机指令,此时计算机自动计算所需颗粒镁量,并将结果自动设置到自动控制系统中去。注:自动控制系统出现故障时,可在在附表中查出推荐的颗粒镁消耗量,并按下式折成颗粒镁实际耗量(kg):实际耗量=(颗粒镁单耗×铁水量)÷颗粒镁吸收率。8.2.6上述工作完成后,可选择工作方式:“自动”或“手动”。选手动时应按程序逐步进行。选自动时,则通过设置,控制系统接通到各自的位置。只有系统再次设定到初始位置后,才能将工艺控制方式从手动切换到自动。8.3喷吹脱硫在脱硫主画面上,按“开始”命令,则按设定的程序自动进行。具体如下:8.3.1打开阀82-2、阀82-3供气到转子给料器和喷吹罐,使喷吹罐中的压力达到初始压力0.6Mpa。唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第8页8.3.2下降喷枪从上限到中限,打开喷料阀。8.3.3当喷吹罐中压力达到0.6Mpa以后,打开阀82-1向混合器供气,打开阀80-3预备向喷枪中供镁,通过调节阀使混合器前供氮流量达到120-160Nm3/h。8.3.4喷枪插入到铁水中到达最低位置,用夹持器将喷枪固定。8.3.5延时10秒后,阀82-3供气到“上限压力”后关闭,开启旋转供料器电机,以4kg/min的速度向喷枪供镁,通过控制调节阀达到程序所要求的混合器前供氮量。8.3.6缓慢提高供料机的旋转速度,使之达到程序规定的供镁量(应调节校准)喷溅较严重时,通过“镁提供量”窗口,调节供镁量。8.3.7当供镁量距设定值2-3kg时,转子给料器驱动装置减速,将供镁速度降低到4kg/min。同时调整混合器前供氮流量到120-140Nm3/h。当供镁量距设定值0.1kg时,转子给料器驱动装置切断。8.3.8打开固定喷枪的夹紧装置,提升喷枪到上限位置。8.3.9关闭阀82-1、阀82-3,将流量调节阀调到0%。8.3.10喷吹罐内压力降到0.05-0.01Mpa时,关闭阀80-3、阀71-1(或阀71-2)。8.3.11打开阀80-1、使计量系统中被污染的气体排放到收集系统,卸压,当喷吹罐中的压力降至零时马上关闭除尘阀,喷枪上升到最高位置。8.3.12脱硫结束进行测温取样,并送化验室,记录化验室通报的分析结果。8.3.13取样完毕后按“扒渣”按钮,把铁水包车控制权移交给扒渣机控制台。8.3.14如铁水含硫量未达到目标要求,应重新进行喷吹操作。8.3.15将铁水最终含硫量、温度上传到MES系统。9铁水扒渣9.1脱S结束后,向包内加入聚渣剂,加入量参考值1Kg/t。9.2扒渣控制台接到允许扒渣信号后,将控制方式切换为现场模式,接通扒渣和倾动铁水包的控制。9.3将铁水包倾动一定的角度,移动扒渣机将渣子扒到渣罐中。9.4根据铁水目标硫的要求按下表确定扒渣量。目标硫>0.010%≤0.010%扒渣量≥90%≥95%9.5扒渣结束后,将铁水包摇直,将铁水包控制权切换到主控室,并通知主控室已完成唐钢第二钢轧厂铁水预处理基本工艺技术操作规程第9页扒渣作业。9.6扒渣结束后打开大门将铁水包车开出。10工艺要求和设备状态的检查10.1喷吹罐和邻近阀件气封性能:关闭阀件后,中断供气,罐中压力(0.4Mpa)保证1分钟内不下降。10.2喷枪位置:喷枪端部随喷枪达最低位时距包底200-250mm。10.3喷枪的喷腔清洁度:每次处理结束后使用专用工具检查和清理汽化室内管和外衬。11禁止脱硫条件11.1除尘系统不工作。11.2供气管路中气压低于0.75Mpa。11.3压
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 kt250mai
kt250mai
本文标题:二钢铁水预处理操作规程
链接地址:https://www.777doc.com/doc-2746898 .html