您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 能源与动力工程 > 讲座ppt资料-广州市三孚化工有限公司
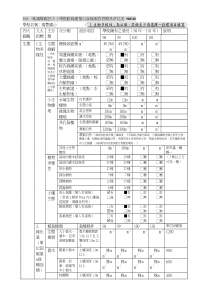
报告人:詹益腾2009-10-30一、研究背景无氰碱铜的研究及应用是电镀行业实施清洁生产的一个重大课题,也是一道难题。众所周知,国家经贸委2002年就发布淘汰落后生产工艺——氰化电镀的命令。但是,由于电镀行业应用量大面广的氰化预镀铜工艺尚无成熟工艺可代替,不得不将其暂缓淘汰。国内在上世纪七十年代初就开始无氰镀铜工艺的研究,但可以说,此前还没有一项无氰碱铜工艺能够取代氰化预镀铜,在生产中长期稳定应用。一位资深电镀专家曾在《电镀与涂饰》上发表文章“路漫漫兮,无氰碱铜”。“电镀行业无氰高密度铜关键技术及其产业化”是广东省重大科技专项资助项目。根据其应用行业的不同分为两个子课题:在五金、卫浴行业应用的SF-638无氰碱铜和铝轮毂行业应用的SF-8639无氰高密度铜。二、电镀工艺研究根据文献调研及对近期国内引进的多种国外无氰碱铜工艺的研究,并借助国内70年代在无氰碱铜研究中积累的经验,我们研制成功有机膦酸盐多元络合直接镀铜新工艺:SF-638无氰碱铜和SF-8639无氰高密度铜工艺,研制了镀液开缸剂、促进剂。镀液配方及操作条件如下表:SF-638无氰碱铜SF-8639无氰高密度铜成分范围最佳值成分范围最佳值SF-638Cu250-400mL/L300ml/LSF-8639Cu250-400mL/L300ml/LSF-638E80-120mL/L100ml/LSF-8639E80-120mL/L100ml/L碳酸钾30-50g/L40g/L碳酸钾30-50g/L38g/LpH值9.2-109.6pH值9.2-109.8温度25-45℃30℃温度50-60℃60℃阴极电流密度Dk0.5-2.5A/dm21A/dm2阴极电流密度Dk0.5-2.5A/dm21A/dm2阳极无氧电解铜阳极无氧电解铜加热设备聚四氟乙烯(Teflon)涂层加热器、不锈钢或钛加热器加热设备聚四氟乙烯(Teflon)涂层加热器、不锈钢或钛加热器搅拌须采用低压、大容量强有力的空气搅拌系统搅拌须采用低压、大容量强有力的空气搅拌系统电镀液的配制按配方用纯水配制,配制好的镀液在过滤机中加活性炭连续过滤48小时,前24小时每8小时换一次活性炭,同时进行小电流电解,处理后即可进行试镀。杂质的影响(1)50ppm的铅会在电镀时,使高、中电流区形成黑斑,并使镀层结合力差。可通过大电流电解处理镀液。(2)50ppm的氰化物会在电镀时使中、高电流区形成红色块状色斑。可用双氧水、活性炭处理镀液。(3)3g/L以上的锌杂质会使镀层的低区出现分层,发黑。可以通过小电流电解除锌,也可以加入大量的SF-8639E消除锌离子的污染。(4)小于0.5g/L的铁杂质对镀层无影响。铁杂质高于0.5g/L会使镀层高电流密度区晦暗,低电流密度区附着力差,可用大电流电解除去。(5)小于1g/L的镍杂质对镀层无影响。镍杂质高于1g/L时,其对镀层影响与铁相仿。(6)有机杂质过多会使镀液变绿,而且镀层发雾,可用活性碳过滤或加入少量双氧水处理。镀液的维护(1)定期测定镀液的pH值、温度、电流密度,使工艺条件处于工作范围内。(2)镀液金属铜的消耗主要由铜阳极补充,镀液中的铜含量要定期分析。(3)根据消耗量及时补充SF-8639E,当SF-8639E含量不足时,低区发暗,影响镀层外观,同时影响结合力。在生产过程中要按照千安培小时消耗量补充SF-8639E。为了准确控制镀液中SF-8639E的含量,电镀厂家要定期送镀液到本公司分析E剂的含量,并按分析结果进行调整补充。(4)镀液中的有机杂质太多会影响镀层与底材的结合力和阳极的活化状态。因此镀液在施镀过程中要进行连续活性炭过滤,使镀液中的分解产物及时被活性炭吸附,保证镀液的清洁,以及阳极的活化状态。(5)为了防止阳极钝化要严格控制阴阳极面积比(1:1-1:5),并定期刷洗阳极。(6)严禁镀槽中带入氰化物,如果镀槽中有氰化物,在开缸前,应该先用清水洗净,再用稀硫酸和双氧水的混合液浸泡。工艺流程铝轮毂电镀工艺流程检验毛坯→抛光件除蜡→水洗→除油→水洗→碱蚀→水洗三次→酸除垢→水洗三次→沉锌1→水洗三次→脱锌→水洗三次→沉锌2→水洗三次→预镀无氰高密度铜→水洗三次→活化→水洗一次→镀酸铜钢铁件电镀工艺流程(网片件)热脱→阳极电解除油→超声波除油→水洗×2→酸洗除油→浓盐酸洗→水洗×2→终端电解除油→水洗×2→E剂预浸→预镀无氰碱铜(30-40℃,3-5min)→回收→水洗×2→酸活化→酸性镀铜→……锌合金件电镀工艺流程(抛光件)热浸除蜡→超声波除蜡→水洗×2→超声波除油→水洗×2→阳极电解除油→水洗×2→酸盐活化→水洗×2→超声波E剂预浸→预镀无氰碱铜(30-40℃,5-10min)→回收→水洗×2→镀焦铜→回收→水洗×2→酸活化→酸性镀铜→……铝合金件电镀工艺流程(抛光件)热浸除蜡→超声波除蜡→水洗×2→化学除油→水洗×2→碱蚀→水洗×2→浸酸→酸除垢→水洗×2→沉锌A→水洗×2→退锌→水洗×2→沉锌B→水洗×2→预镀无氰碱铜(30-40℃,5-10min)→回收→水洗×2→镀焦铜→回收→水洗×2→酸活化→酸性镀铜→……废水处理在线回收方式将含铜漂洗废水经过活性炭过滤后,利用LSR膜系统和RO反渗透膜系统将废水浓缩,浓缩液回收利用返回镀槽,而透析水直接回到漂洗槽,做漂洗水用。终端处理在废水中加入浓硫酸,将pH值调到3.5左右,再加入双氧水,并连续用压缩空气搅拌2-3小时以破坏镀液中的络合剂,然后加入氢氧化钙以沉淀络合剂的分解物和铜离子,再加絮凝剂絮凝,分离沉淀。处理后的镀液为无色液体,经测试铜离子含量低于0.3ppm。三、镀液和镀层性能测定了SF-638和SF-8639镀液各项主要性能,并和国外进口的A公司的无氰碱铜镀液以及氰化预镀铜镀液、哑镍预镀液进行对比,对比试验的镀液配方及操作条件见表2,结果见表3。镀液性能表2对比试验的镀液配方及操作条件SF-8639无氰高密度铜SF-638无氰碱铜A公司无氰碱铜氰化预镀铜预镀哑镍成分含量成分含量成分含量成分含量成分含量SF-8639Cu300ml/LSF-638Cu300ml/L开缸剂300ml/L氰化亚铜35g/L硫酸镍200g/LSF-8639E100ml/LSF-638E100ml/L络合剂100ml/L氰化钠50g/L氯化镍50g/L碳酸钾38g/L碳酸钾40g/LpH调整剂60ml/L碳酸钠30g/L硼酸45g/LpH值9.8pH值9.6pH值9.8酒石酸钾钠20g/LpH值4.0温度60℃温度30℃温度60℃温度50℃温度60℃电流密度Dk1A/dm2电流密度Dk1A/dm2电流密度Dk1A/dm2电流密度Dk1A/dm2电流密度Dk1A/dm2表3镀液主要性能镀液SF-638,30℃SF-8639,60℃A公司无氰碱铜60℃氰化镀铜预镀哑镍电流效率Dk=1A/dm280.6%94.4%91.6%58.5%97.4%沉积速率(µm/min)Dk=1A/dm20.1700.2040.1980.2500.187分散能力Dk=1A/dm272.9%63.3%60.0%58.9%27.5%覆盖能力全部覆盖全部覆盖全部覆盖全部覆盖6cm未上镀实验结果表明,SF-638无氰碱铜和SF-8639无氰高密度铜电流效率和分散能力高于氰化镀铜,镀液性能与进口A公司的无氰碱铜处于同一水平。预镀哑镍镀液的分散能力、覆盖能力很差。镀层结合力测试:(1)热震试验A铁基体本试验采用厚度为0.5mm的抛光铁片(A3)作为工件。试片先预镀SF-638无氰碱铜10min,再镀SF-910光亮酸铜10min,最后镀镍10min。将镀好的试片放在烘箱中烘烤至200℃,连续烘烤1小时,取出立即浸入0℃的冰水混合液中骤冷,未发现镀层出现起泡和脱皮现象。B锌合金基体本试验采用锌合金基体,工件经过除腊、除油、活化、预浸、预镀SF-638无氰碱铜10min,SF-910酸铜10min,镀SF-360光镍10min,将镀好的工件在烘箱中烘烤到150℃保持1小时,取出立即投入到冷水中,镀层未起泡和脱皮。C铝合金基体铝合金轮毂经前处理,SF-8100沉锌,预镀SF-8639无氰高密度铜20min,SF-910酸铜100min,将镀好的工件在烘箱中烘烤到150℃,保持1小时,取出立即投入到冷水中,镀层未起泡和脱皮。镀层性能(3)反向锯刀试验本试验采用20英寸铝合金轮毂(铝合金牌号为A356)为试验工件。铝合金轮毂经前处理,SF-8100沉锌,预镀SF-8639无氰高密度铜20min,SF-910酸铜100min,半光亮镍30min,高硫镍2min,光镍20min,装饰铬3min后,按通用GM-264标准做反向锯刀试验,镀层无脱皮现象。(2)弯曲试验本试验采用0.5mm的抛光铝片和薄板状钢铁工件为试样,试样经前处理,预镀无氰高密度铜10min,将镀好的试样反复弯曲至断裂,裂口处铜层无脱皮。镀层韧性试验:将1.5mm厚的钢片用铬酸钝化清洗后,直接挂在SF-8639无氰高密度铜镀液中电镀,镀层厚达20μm后,将镀层剥离下来,弯曲180℃,并挤压弯曲处,镀层均不断裂。镀层孔隙率试验本试验采用50×100mm铁片分别在SF-8639无氰高密度铜、A公司无氰碱铜、哑镍和氰化镀铜镀液中电镀(Dk=1A/dm2)20min后,采用贴滤纸法测定铜镀层的孔隙率。测试结果下表:镀层种类SF-8639SF-638A公司无氰碱铜氰化镀铜预镀哑镍蓝点数目1个/dm21个/dm24个/dm20个/dm2大于20个/dm2实验结果表明,氰化镀铜孔隙率最低,本公司自主研发的SF-638无氰碱铜和SF-8639无氰高密度铜孔隙率接近氰化镀铜,明显比进口的A公司无氰碱铜孔隙率低。预镀哑镍孔隙率最高。为了进一步比较SF-8639与A公司无氰碱铜镀层孔隙率,我们采用50×100mm铁片分别在SF-8639和A公司无氰碱铜镀液中镀铜,Dk=0.3A/dm2,电镀时间20min。镀铜后的试片按照以上方法进行贴滤纸法孔隙率试验,并拍下其表面形态的照片,结果见图1和图2。图1SF-8639无氰高密度铜孔隙率蓝点试验照片图2A公司无氰碱铜孔隙率蓝点试验照片四、项目的创新性目前国内外在无氰碱铜工艺研究和应用上要解决的四大问题:1、在铝合金、锌合金和钢铁零件上镀层的结合力问题;2、镀液的稳定性问题3、电镀废水的处理问题4、镀前处理工艺问题。本项目在创新上主要针对解决上述的问题在钢铁、锌合金、铝合金基体镀层结合力问题本研究根据多元络合理论和软硬酸碱原理,选择两种或两种以上的铜螯合剂,发挥其协同络合作用,提高其对铜的络合稳定性,解决了无氰镀铜液在钢铁和锌合金件表面的置换问题;同时在镀液中加入对钢铁、锌合金表面有活化作用的活化剂,解决无氰碱铜液对钢铁、锌合金基体表面的钝化问题。镀液稳定问题本研究选择在电解过程中相对比较稳定的络合物,而且其分解最终产物分子量比较小,可以通过连续活性炭过滤而除去,以避免镀液中有机分解产物的积累。同时研究建立镀液中多元有机络合物定量分析工艺,做到像氰化镀铜能够直接监控其游离氰和总氰的含量一样,监控无氰碱铜液中的总多元络合物和游离多元络合物的含量。废水处理的问题本研究从多元络合物选择开始,同时考虑其废水处理的方法,研究在线回收工艺,做到无氰碱铜废水微排放。无氰高密度镀铜废液处理比较简单,采用氢氧化钙或氯化钙就可以把铜和络合剂一起沉淀。镀前处理工艺的问题本研究除了研究镀液配方外,还必须研究其电镀生产工艺,主要研究镀前处理对锌合金件和铝合金件、钢铁零件预镀无氰碱铜的影响,制定锌合金件、铝合金件、钢铁件采用无氰碱铜代替氰化预镀铜电镀新工艺。五、工艺技术突破解决无氰高密度铜在锌合金、铝合金和钢铁件预镀镀层结合力;解决无氰高密度铜镀液稳定性;建立E促进剂的分析方法;制定简便、可靠的废水处理工艺;铝轮毂电镀采用预镀无氰高密度铜代替预镀哑镍,是铝轮毂电镀工艺的重大突破。六、无氰碱铜与氰化预镀铜成本比较表5无氰碱铜与氰化预镀铜的成本比较镀种开缸成本(元/升)平常补加成本补加成份补加量(
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 dchxtt309787749
dchxtt309787749
本文标题:讲座ppt资料-广州市三孚化工有限公司
链接地址:https://www.777doc.com/doc-275448 .html