您好,欢迎访问三七文档
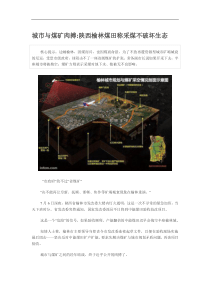
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 中密度纤维板制造工艺曲线图如下
中密度纤维板制造工艺曲线图如下:↗污水处理削片→热磨→干燥→铺装→热压→锯边→砂光→板胚分选→打包出库↑施胶为了使员工能够更好的对中纤板的生产要有足够的了解,在此对上面所讲的工艺制造作详细的介绍:一、1、削片:它是整个板生产中原料的制造车间,主要将松杂木材削成符合生产规格的木片,以备热为纤维分离提供更好的条件。2、关键词:原料种类、木片规格、松杂木配比。①原料种类:中纤板生产所用原料的植物纤维,其纤维素含量一般在30%以上,本公司所受用的是木质纤维,它主要包括采伐剩余物(如:小径材、板桠材、火烧材),造材剩余物(截头),加上剩余物(边皮、木芯、碎单板及其他下脚料),以及回收的废旧木材等,也可直接用林区或木材加工企业生产的木片。②木片规格:木片大小合格、均匀、平整、木片规格一般为:长16-30mm,宽15-25mm,厚3-5mm,我们所采用的削片机类型是鼓式削片机,为了使木片适合生产,以便防止进料螺旋堵,电耗高等,一方面要适时调整飞刀与底刀的间隙,一般调整的间隙为0.8-1.0mm。另一方面要加强对原料含水率率的适时控制,尽量保证不低于40%,从而使木片整齐均匀,合格率高,碎悄少,也提高刀具使用寿命。③松杂木配比:因为中纤板的强度取决于纤维的交织性能和结合时的工艺条件,关于纤维形态,在这简要介绍如下:a纤维:它一般分为纤维细胞(俗称纤维)和杂细胞,其中杂细胞的含量多与少决定了纤维质量的好与差,一般而言,针叶材杂细胞含量最低,而阔叶材次之,除了含量影响质量以外,纤维形态、化学组成以及原料的机械加工性能等,相对而言要考虑板材的强度要注意以下几点①长度大,长宽比大的纤维具有较好的结合性能,②细胞壁较薄,壁腔比较小的纤维在纤维分离和热压过程中易压扁,成为带状,柔软性较好,具有较大的接触面积,③长短、粗细纤维的合格搭配可以填补纤维之间的空隙,增大接触面,提高产品密度和结合强度,关于化学组成以及原料的机械加工性能这里不加多述,以下表针材材与阔叶材。纤维平均长度长宽比细胞壁壁腔比针叶材(一般)3.57280.8阔叶材(一般)13750.6综上所述,针叶材与阔叶材的合理搭配,能够提高并稳定材材的力学性能。除了以上的几点以外,在原料中加强树皮含量以及铁器等等方面的管理,因为树皮含量多影响板的静曲强度、吸水率,而铁器会损伤设备,降低运转率。二、热磨,将削片车间削出的木片经预热蒸煮,机械分离得出纤维。关键词:预热煮纤维分离1、预热蒸煮:提高纤维原料的塑性,减少动力的消耗,缩短解纤维的时间,提高分离纤维的质量,而我们所采用的预热蒸煮方法是加压的蒸煮工艺,而其中最为关键的蒸煮压力即蒸煮温度。a蒸煮温度及时间蒸煮温度(℃)塑性(10-4s)未经蒸煮木片(含水率60%)1400135366015545231755501由上表可视,蒸煮温度从135℃-175℃,塑性提高约50%,相应的解纤时纤维所受的机械损伤减少,故板强度提高。另一方面,蒸煮温度也不能一味提高,因为,纤维原料在长时间的高温作用下,PH值下降,颜色变深,纤维脆化,柔韧性差且得率降低。2、纤维分离,时下,中纤板行业中分为机械法和爆破法机械法分为加热机械法、化学机械法和纯机械法,我们所采用的是加热机械法。a加热机械法,这种方法有两个重要的因素是原料的弹塑性和外力作用频率,另外,解纤时的单位后力和木片含水率等,也会影响纤维的得力。原料的弹塑性,即原料变形以后恢复原状的时间,如恢复时间长,则纤维易被切断,如下面所讲的板进行预处理便是此目的。外力作用频率:外力作用频率大则纤维被切断的两次间隔短,则纤维分离产量与质量更好,实际生产中,可增加磨盘直径,提高磨盘转速,改变磨盘齿形等。纤维分离单位压力及含水率都要根据设备的要求适当处理。施胶:将热磨生产出来的纤维加入胶水,可大幅加强板的各项力学性能,我们所采用的是脲醛胶,由于生产中胶水的制作与生产关系较轻,我们主要是控制胶水施放均匀,提高操作的稳定性来提高胶水在板中的比率,而实际生产中影响胶水质量主要是以下几个方面的影响:①尿素与甲醛的配比②反应介质的PH值③反应温度和反应时间终点控制④反应液浓度和原材料质量。在中纤板生产中对于胶水要求低粘滞性和大渗透性,因为纤维比刨花板、单板具有更大的比表面积,所以胶粘剂必须充分地覆盖纤维表面,俗话讲,纤维越细,用胶量越大。防水剂,石蜡它是一种疏水易熔,柔软的物质,主要是用来降低纤维表面的吸附作用,从而避免因面吸附水引起板尺寸变化和变形。通俗讲,施加石蜡实质就是向纤维添加憎水物质,它主要作用如下:①部分堵塞纤维之间空隙,截止水分传递的渠道,②增大了水与纤维。三、纤维干燥:热磨磨出纤维加上施胶使得纤维含水率达到40%-50%,如不经干燥处理纤维难以适应后续工段,在本工艺段主要控制干燥温度在165℃左右,不会引起树脂预固化,从而影响板的静曲(MOR)和拉搞(IB),等力学性能。关键词:干燥方式干燥温度a干燥方式:①干燥就是将纤维中的水分由液相转变成气相而蒸发掉,纤维在常压管道中运行,与高温热介质短暂接触,在水分未蒸发完前,纤维本身的温度不会急剧上升,不会出现纤维过热损伤和胶水的缩聚和提前固化。②我们所采用的是一级正式气流干燥,将热量通过鼓风机引导将纤维烘干,使得纤维在管道中警获得热量并将水分汽化,由于采用的是一级气流干燥,干燥时间短,因而,要时刻注意干燥温度的变化,尤其不得超高控制。b干燥温度,它是决定纤维干燥好坏的决定因素,而它又取决于干燥介质,我们所采用的是用油和气加热,散热片组从而实际在短时间内加热干燥系统所需的热空气。四、铺装:它将干燥后在纤维料仓贮存一段时间纤维,经送料风机到铺装机,利用真空气流实现纤维的粗成型,再通过扫料辊和预压机实现板坏的成型过程。关键词:真空气流成型,板坏预压成型及锯截①真空气流成型:纤维经送料风机送到铺装机,“之”字形管使纤维流连下降,并保证纤维落料均匀,由于在铺装网带的下部是负摆动摆力法导引下,使得纤维在横向方向能够获得相差不大的厚度,出成型箱的板坏经扫料辊并由电子测重装置来调整扫料的量,使得板坏经铺装出的纤维获得设置好的密度。b板坯预压成型,基本成型的板坯经预压机施以一定的压力及锯裁排除内部的空气,使得板坯压缩成块,为运输和线运输和热压提供条件,作好铺垫,我们所采用的是连续式带式预压力,主要由导引辊前后加压辊,保压辊组成,预压成型后的板坯须经纵横锯切去获得齐整的截面,符合进入热压机的板坯长宽度。五、热压:它是中纤板制造的一道重要工序,对产品质量和产量存着决定性的作用,它是在热量和压力的联合作用下,板坯中的水分气化,蒸发、密度增加、胶粘剂、防水剂重新分布,原料中的各组分发生一系列变化,从而使纤维间形成各种结合力。使制品达到并符合质量要求的过程。关键词:热压抗热压工艺①热压机,目前中高密度纤维板生产中,热压机类型,主要有两种,一种是间歇式的多层热压机,另一种是连续压机,我们所采用的是前者,在这简单介绍一下多层热压机的主成部分:a同时闭合装置;b厚度控制装置;c油路系统;d装机压机卸机等设备。这里主要介绍一下同时闭合和厚度控制装置。同时闭合装置:压机在闭合和张开时,通过它使得板坯在收缩和排气时能够获得同样的位移,压制出的板坯厚度均匀。厚度控制装置:主要由置于压机上的旋转编码器和厚度规组成,旋转编码器主要是将位移信号转变为电信号送入PC,并由程序控制压机加压,减压的操作,而厚度规,用以对热压板在闭合时的限位,起一种安全保护作用,如当装板漏装,或板坯厚度不是时,厚度规可使空档上、下两块热压板,在压机闭合加压时避免发生弯曲变形,保护热压板不受损坏。②热压工艺:关于热压工艺主要是掌握温度,时间及其压力这热压三要素的作用。a热压温度:热压温度提高了纤维的塑性,为各种键的结合创造了有利条件,热量使板坯中的水分气化,热固性树脂在短暂受热时间内,由于磨擦力减少,流动性增加,有利于加速固化,一般来讲,热压温度指的是热压板温度,而实际理论上发挥作用的是板坯内的温度,一般来讲,热压温度的适当提高,可确保热压性能(如下表所示)热压温度P(g/cm3)MORIB吸水膨胀率1400.7429.20.4318.001600.7232.30.6415.31700.7231.80.968.2但从另一方面来讲热压温度过高,则板会出现强度和耐水性,下降的现象。总体来讲,热压温度的选择以充分使胶水固化,提高力学性能为佳。②热压压力,热压压力主要有以下几个方面作用:①克服纤维板坯的反弹力;②进一步排除板坯中的空气,增大纤维之间的接触面与交织,一般来讲如含水率保证在一定范围,宜选用工段加压,二段加压分为高压和低压段,高压段使板坯结构紧密和排降空气,达到板厚要求,而低压段则是水分蒸发气化,胶粘剂固化,纤维之间各种结合力的形成,对于高压段的选择也要注意适度,因为如选择过高的压力,则表层密度大,芯层密度小,压缩赶快,各层的密度差越明显,则力学性能会下降,而低压段也不能过低,过低则导热效率低,热压时间延长。③热压时间,中密度纤维板板坯在热压时,不论多高温度和压力,都要要一定的时间,才能保证热量的传导和压力的传递以获得胶料的固化,制得预定密度和理想密度分布的板制品。在保证最佳质量的同时,热压时间宜短。热压时间确定与胶料种类与性能、纤维质量,板坯含水率、热压温度,压力加热方式及板坯厚度与密度等因素有关,一般来讲,适当延长热压时间,对提高产品各项物理力学性能均有利,热压时时间延长,胶水可充分固化。锯边:锯边的目的在于保证产品均一的规格,锯片工段尤其是要注意,锯片的使用,锯片要及时更换,否则使板边拉力影响板边外观质量。砂光:热压后的板制品表面不平整,有预固化层,密度低,影响板性能和板表面质量,并给二次加工带来困难,为了得到坚实,平滑的板面,控制成品符合厚度公差的要求,需对板面进行砂光处理。关键词:砂光质量。①注意砂带型号的搭配,同时要注意进料速度;②砂带应与砂光机工作面保持平行,防止振动,以免板面产生波纹;③砂光量应计算准确,保证砂削后,板密度分布的对称,厚度偏差达到标准要求。污水处理:干法生产中纤板基本无大量的工业废水,它主要是一些由进料螺旋的挤压出来的木塞水对于此类废水我们主要采用厌氧法来处理,工艺流程图如下:工艺:车间废水→前期沉淀→集水沉淀池→厌氧池→气浮槽→SBR池→清水池→纤维过渡器→排水。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 nosranro
nosranro
本文标题:中密度纤维板制造工艺曲线图如下
链接地址:https://www.777doc.com/doc-2774369 .html