您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 东莞东坑瓶胚模热流道怎样充分发挥热流道的作用
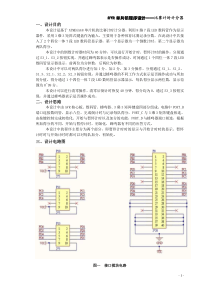
第1章绪论本课题设计题目为侧抽芯机构分析及ABS三通管注塑模的设计第1.1节注塑成型概述近年来,随着我国经济的腾飞,塑料成型加工机械和成型模具发展十分迅速,高效,自动化,大型,微型,精密,高寿命的模具在整个模具行业中所占的比例越来越大。我国大型、复杂、精密、高效和长寿命模具又上了一个新台阶,不少种类模具已能替代进口模具,模具CAD/CAM技术得到了较快推广应用并取得了良好效果,快速成形制造技术和设备有了长足发展并已开始进入实用推广阶段,高速铣等新一代制造技术已被人们重视并开始应用。从模具使用角度来说,要求高效,自动化,操作简便;从模具制造角度,要求结构合理,制造容易,低成本。现代塑料制品生产中,合理的加工工艺,高效的设备,先进的模具是必不可少的三项重要因素。模具与其他机械产品比较,一个重要特点就是技术含量高、净产值比重大。随着化工、轻工产业的快速发展,我国的模具工业近年来一直以每年13%~15%左右的增长速度高速发展,而各行业对模具的要求也越来越高。面对市场的变化,有着高技术含量的模具正在市场上崭露头角。随着工业发展,工业产品的品种、数量越来越多;对产品质量和外观的要求,更是日趋精美,华气。因此,结合中国具体情况,学习国外模具工业建设和模具生产的经验,宣传、推行科学合理化的模具生产,才能推进模具技术的进步。注塑成型是热塑性塑料制件最重要的加工方法。用此方法加工成型的塑料制件,其品种与样式之多是其他成型方法无可比拟的。起过程是借助与螺杆的推力,将已塑化的塑料熔体注入闭合的模具型腔内,经冷却固化定型后开模得到塑件。因此,构成注塑成型的三个必要条件:一是塑件必须以熔融状态进入模腔;二是塑料溶体必须要有足够的压力和流速,以确保及时的充满整个模腔的各个角落;三是需有符合制件形状和尺寸并满足成型工艺的要求的模具。注塑成型技术与其他成型技术相比较有其独特的优势,表现在以下几个方面:其一是成型物料的熔融塑化和流动造型是分别是在塑料筒和模腔两处进行,模具可以始终处于是溶体很快冷凝或交联固化的状态,从而有利于缩短成型周期;其二是先锁紧模具然后才将塑料溶体注入,加之具有良好的流动性的溶体对模腔的磨损很小,因而可以用一套模具大批量成型复杂零件,表面图形与标记清晰和尺寸精度较高的制品;其三是成型过程的合模、加料、塑化、注塑、启模和顶出制品等全部成型操作均由注塑机自动完成,从而使注塑工艺容易全自动化和实现程序控制。但我们也要看到注塑成型的不足之处,由于冷却条件的限制,很难用这种技术制的无缺陷、壁厚的变化又较大的热塑性塑料制品,另外由于注塑机和注塑模具的造价很高,成型设备的启始投资较大,所以注塑技术不适合于小批量制品的生产。注塑成型又称注射模塑或注射成型,是热塑性塑料制品成型的一种重要方法。除极少数几种热塑性塑料外,几乎所有的热塑性塑料都可以用此方法成型塑件。注塑成型可以成型各种形状、满足众多要求的塑料制件。注塑成型已经成功地运用于某些热固性塑料制件、甚至橡胶制品的工业生产中。注塑成型的过程是,将粒状或粉状塑料从注射机的料斗送入加热的料筒,经加热塑化成熔融状态,由螺杆(或柱塞)施加压力而通过料筒底部的喷嘴注入低温的、闭合的模具型腔中,经冷却硬化而保持模腔所赋予的形样,开模取得所注塑成型塑件,在操作上完成了一个周期。注塑成型是塑料模塑成型的一种重要方法,生产中已有广泛的应用。它具有以下几方面的特点:①成型周期短,能一次成型外形复杂、尺寸准确、带有金属或非金属嵌件的塑料制件。②对成型各种塑料的适应性强。目前,除氟塑料外,几乎所有的热塑性塑料都可以用此方法成型,某些热固性塑料也可以采用注塑成型。③生产效率高,易于实现自动化生产。④注塑成型所需设备昂贵,模具结构比较复杂,制造成本高,所以注塑成型特别适合大批量生产。第1.2节ABS塑料的现状和前景ABS树脂是目前产量最大,应用最广泛的聚合物,中国是世界最大的ABS消费国,自20世纪80年代以来,由于家用电器和汽车工业的迅速发展ABS消费量也迅速增长。中国国产ABS的市场占有率一直在10%左右,2002年最高才占21.76%,产量的增长远远不能满足消费的增长。进口ABS逐年增长,2002年进口量又创历史新高达到163.76万吨。为了满足国内市场对ABS需求的增长,国内现有装置将继续扩能。中国ABS消费结构的特点是高度集中在各种家电配件上,其比例占80%左右,玩具等轻工业领域也消费ABS较多,交通工业是ABS未来消费新增长点,前景较乐观,汽车工业的迅速崛起,将给ABS的发展带来新的发展机遇。目前,中国ABS产业所需的三种主要原料均存在不同程度的缺口,每年需要大量进口,严重制约了ABS行业的发展。随着我国大乙烯工业的发展,原料问题将得到一定的缓解。从下游需求来看,由于ABS下游制品直接与人们生活,企业,生产息息相关,所以宏观经济对ABS的需求影响较大。目前中国经济发展迅速,近期内仍将是中国经济的高增长期,因此中国市场自行消化ABS的能了将继续快速增长。而与此同时随着中国作为世界家电制造基地的地位进一步加强,从世界各地转移而来的ABS需求也将明显增加。第1.3节ABS塑料注塑工艺分析ABS塑料由于具有较大的机械强度和良好的综合性能,在电子工业、机械工业、交通运输、建筑材料、玩具制造等工业中占有重要地位,特别是稍微大点的箱体结构以及受力元件,需要电镀的装饰件更是离不开这种塑料。这里对ABS塑料注塑工艺分析如下:(1)ABS塑料的干燥ABS塑料的吸湿性和对水分的敏感性较大,在加工前进行充分的干燥预热,不但能消除水汽造成的制件表面烟花状泡带、银丝,而且还有助于塑料的塑化,减少制件表面的色斑和云纹。ABS原料要控制水分在0.3%以下,注塑前的干燥条件是:干冬季节在75~80℃以下,干燥2~3h,夏季雨水天在80~90℃以下,干燥4~8小时如制件要达到特别良好的光泽或制件本身复杂,干燥时间更长,达8~16h。因微量水汽的存在导致制件表面雾斑是往往被忽略的一个问题。最好将机台的料斗改装成热风料斗干燥器,以免干燥好的ABS在料斗中再度吸潮,但这种料斗要加强湿度监控,在生产偶然中断时,防止料的过热。(2)注射温度ABS塑料的温度与熔融粘度的关系有别于其他无定型塑料。在融化过程温度升高时,其熔融实际上降低很小,但一旦达到塑化温度.(适宜加工的温度范围)如果继续盲目升温必将导致耐热性不太高的ABS的热降解反应而使熔融粘度增大,注塑更困难,塑件的机械性能也下降了。所以ABS的注塑温度虽然比聚苯乙烯等塑料的更要高,但不能像后者那样有较宽松的升温范围。某些温控不良的注塑机,当生产ABS制件到一定数量时往往或多或少地在制件上发现嵌有黄色或褐色的焦化粒,而且很难利用加新料对空注射等方法将其清除排出。究其原因,是ABS塑料含有丁二烯成分,当某塑料颗粒在较高的温度下牢牢地粘附在螺槽中一些不易冲刷的表面上,受到长时间的高温作用时,将造成降解和碳化。既然偏高温操作对ABS可能带来问题,故有必要对料通各段炉温进行限制。当然,不同类型和构成的ABS的适用炉温也不同。如柱塞式绩,炉温维持在180~230℃;螺杆机,炉温维持在160~220℃。特别值得提出的是,由于ABS的加工温度较高,对各种工艺因素的变化是敏感的。所以料筒前端和喷嘴部分的温度控制十分重要。实践证明,这两部分的任何微笑变化都将在制件上反映出来。温度变化越大将会带来熔接缝、光泽不佳、飞边、粘模、变色等缺陷。(3)注射压力ABS熔融件的粘度比聚苯乙烯或改性聚苯乙烯高,所以注射时采用较高的注射压力。当然并非所有的ABS制件都要施加高压,对小型、构造简单、厚度大的制件可以用较低的注射压力。注射过程中,浇口封闭瞬间型腔内的压力大小往往决定了制件的表面质量及银丝状缺陷的程度。压力锅小,塑料收缩率大,与型腔表面脱离接触的机会较大,制件表面雾化。压力过大,塑料与型腔表面摩擦作用强烈,容易造成粘模。(4)注射速度ABS料采用中等注射速度效果较好。当注射速度过快时,塑料易燃焦或分解析出气化物,从而在制件上出现熔接缝、光泽差及浇口附近塑料发红等缺陷。但在生产薄壁及复杂制件时,还是要保证有足够高的注射速度,否则难以充满。(5)模具温度ABS的成型温度相对较高,模具温度也较高。一般调节模温为75~85℃,当生产具有较大投影面积制件时,定模温度要求70~80℃,动定模温度要求50~60℃。在注射较大的、构型复杂的、薄壁的制件时,应考虑专门对模具加热。为了缩短生产周期,维持模具温度的稳定,在制件取出后可采用冷水浴、热水浴或其他机械定型法来补偿原来在型腔内冷固定型的时间。(6)料量控制一般注塑机注ABS塑料时,其每次注射量仅达标准注射量的75%,为了提高制件质量及尺寸稳定,表面光泽,色调的均匀,要求注射量为标定注射量的50%为宜。本设计综合ABS的性能和现状及将来的发展方向,考虑到ABS的成型工艺将通过查阅各方面资料设计出一套制造方便、结构合理的模具。第2章注塑模侧分型机构分析当塑料有侧壁孔、凹穴、凸台结构时,采用侧抽芯机构。此产品由于带有侧壁孔,故采用侧抽芯机构。侧分型机构可分为三类:(1)手动侧分型与抽芯机构操作麻烦、工人劳动强度大、生产效率低,但模具结构简单、制造成本低,常用于产品试制、小批量生产或无法采用其他侧分型机构的场合。(2)液压或气动侧分型与抽芯机构用于抽拔力较大,侧拔距离较长的场合,例如大型管状塑件生产,抽拔动作比较平稳,但液压或气动装置成本较高。(3)机动侧分型与抽芯机构利用注塑机开模力作动力,通过有关传动零件施力于侧向成型零件,将模具侧向分型,合模时又靠它使侧向成型零件复位。这类机构虽然结构比较复杂,但分型无需手工操作、生产效率高。根据传动零件的不同,又可分为斜导柱、弯销、斜导槽、斜滑块等许多不同类型机构。第2.1节斜导柱侧分型机构顶出时,推杆6推动动模套版4,同时斜销2拔动滑块3完成抽芯并将制品从型芯5上脱出。定模板1带有锥形套对滑块锁紧,适用于具有较大胀型力的场合斜导柱侧分型图2-1顶出式斜销抽芯,锥套锁紧机构1—定模板2—斜销3—滑块4—动模定板5—型芯6—锥杆机构是利用斜导柱等零件把开模传递给侧向成型块使之产生侧向运动完成分型动作。这类侧向分型机构的特点是结构紧凑、动作安全可靠、加工制造方便,是注塑模常用的分型机构但它的抽拔力和抽拔距离受到模具结构的限制,一般使用于抽拔力不大及抽拔距离小于60~80mm的场合。第2.2节弯销侧分型机构弯销侧分型机构的工作原理和斜导柱侧分型机构相似,所不同的是在结构上以矩形截面的弯销代替了斜导柱,因此,弯销侧分型机构衽离不开滑块得道滑、注射时侧型芯得锁紧和侧抽芯结束时滑块的定位这三大要素。图2.2所示是弯销侧分型机构的典型结构。开模空行程间隙后,弯销3拨动滑块4完成抽芯,锁紧块2对滑块锁紧,挡板1对滑块限位。通常,弯销及其导滑孔的制造困难一些,但弯销侧抽芯也有斜导柱不及的优点:一、强度高,可采用较大的倾斜角。弯销一般采用矩形截面,抗弯截面系数比斜导柱大,因此抗弯强度较高,可以采用较大的倾斜角,所以在开模距相同的条件下,使用弯销可比斜导柱获得较大的抽拔距。利用弯销的高抗弯强度,在注射熔料对侧型芯总压力不大时,可在弯销前端设置一个支承块,对侧型芯滑块起到锁紧作用,而简化模具结构;但在熔料对侧型芯总压力较大时,仍应考虑设置楔紧块,以锁紧弯销或直接锁紧滑块。二、可以延时分型。由于塑件的特殊或模具结构的需要,弯销还可以延时侧抽芯。图2-2弯销抽芯1—挡板2—锁紧块3—弯销4—滑块第2.3节液压侧抽芯机构液压缸1,通过支架2固定于动模板5,液压缸1的话赛杆通过拉杆4于滑块3的T型槽直接连接。滑块3在动模板5的槽中滑动,并通过液压缸1中活塞的往复运动,实现抽芯及复位。此种结构结构紧凑。第2.4节斜导槽侧向分型与抽芯机构滚轮4套在穿过滑块4的轴上,开模过程中,滚轮4沿滑块3的斜槽运动,与此同时,滑块2做侧向移动完成抽芯。闭模状态时,锁紧块1对滑块进行缩进。特点:模具结构紧凑,抽芯稳定可靠,选取大抽拔角度,能满足较长的抽拔距离,滚动轴承与滑板导滑槽相配,摩擦阻力小。图2
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 yukairleo
yukairleo
本文标题:东莞东坑瓶胚模热流道怎样充分发挥热流道的作用
链接地址:https://www.777doc.com/doc-2781689 .html