您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > FANUC 0i系统数控车床编程指令
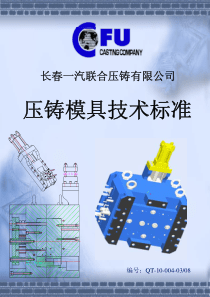
长春一汽联合压铸有限公司压铸模具技术标准编号:QT-10-004-03/08前言随着经济贸易全球化和压铸件在各个行业中的应用越来越广泛,用户对压铸产品质量的要求也越来越高,从而促动了压铸生产厂家不断地提高生产技术,不断挖掘潜力,采用先进的压铸设备,目的是生产出超一流的压铸产品,进而满足客户的要求。而在压铸生产中,压铸模具设计制造质量的优劣,将直接影响压铸产品的质量和使用性能,另外也直接影响压铸生产的正常进行。为此,根据我们公司的特点和实际情况,特制定本技术标准,用以制约模具设计制造过程,确保模具的制造质量。本技术标准主要考虑以下几个方面:1、模具安装的标准化。在与压铸机连接的部位采用统一的方式,如每台压铸机使用同一套复位拉杆,同一个料杯,使用标准系列的把模螺栓,该压铸机上安装的模具均按此连接方式设计制造,节省了更换模具的时间,方便了现生产的统一管理。2、易损备件的标准化。同一台压铸机上的模具易损件(特殊情况除外)采用相同的结构和尺寸,如合模导柱导套、顶出导向柱导向套、冷却加热管及日期班组标识等。便于备件库的统一管理和防错。3、配合间隙的标准化。所有滑动配合如顶杆、复位杆及滑块等,所有固定配合如型芯、导柱导套及分流锥浇口套等,均采用国家标准公差配合,同一台压铸设备上的模具尽可能采用相同的配合间隙,而且规定出具体数值。便于模具制造商设计选择。4、模具模块的标准化。模框、模脚、推板及起吊装置等模块,同一台压铸机上的模具采用相同的尺寸,保证互换性。便于复制模具的制造。5、制造精度的标准化。模具的安装面、配合面等的表面粗糙度、光洁度及形位公差等,均采用统一的要求,规定出统一的数值,保证模具质量的稳定,模具的验收也有了依据。总之,为确保模具结构合理、运转正常,生产出合格压铸件,满足客户的期望,模具的设计、制造应尽可能遵循此标准。另外,在模具制造过程中由于不同的原因可能偏离本标准,为保护订货和制造双方的共同利益,此种偏离应以书面的形式记录下来,并经过双方的签字。编制组目录第一节:压铸模具顶杆及顶杆过孔的要求…………………………………………..1第二节:压铸模具合模导柱、导套及其安装孔的要求……………………………..2第三节:压铸模具推板导向支柱、导向套及其安装孔的要求……………………..5第四节:压铸模具分流锥、浇口套及其安装孔的要求……………………………..8第五节:压铸模具复位杆及复位杆过孔的要求……………………………………..13第六节:压铸模具斜杠抽芯及其安装孔的要求……………………………………..15第七节:压铸模具顶出机构后限位的要求…………………………………………..17第八节:压铸模具料杯止口及其安装的要求………………………………………..19第九节:压铸模具模脚的要求………………………………………………………..21第十节:压铸模具推板、固定板的要求……………………………………………..23第十一节:压铸模具时间标识的要求………………………………………………..25第十二节:压铸模具标牌的要求……………………………………………………..29第十三节:压铸模具闭锁块及其安装的要求………………………………………..31第十四节:压铸模具点冷却及其安装孔的要求……………………………………..32第十五节:压铸模具复位拉杆螺纹孔、顶棒及其安装的要求……………………..35第十六节:压铸模具滑块、油缸的标准化技术要求………………………………..36第十七节:压铸模具背侧抽芯结构及其安装要求…………………………………..39第十八节:压铸模具冷却水集中装置及其安装要求………………………………..40第十九节:压铸模具支撑柱的安装制造要求………………………………………..43第二十节:压铸模具线冷却及其安装的要求………………………………………..45第二十一节:压铸模具加热系统及其安装的要求…………………………………..47第二十二节:压铸模具成型滑块头、滑块座及滑道的装配和制造要求…………..48第二十三节:压铸模具衬模、模框及其安装孔的要求……………………………..54第二十四节:压铸模具型芯及其安装孔的要求……………………………………..59第二十五节:压铸模具料杯堵头衬块及其安装孔的要求…………………………..64第二十六节:压铸模具整体模具的要求……………………………………………..66第二十七节:压铸模具易损备件图纸的要求………………………………………..67第二十八节:压铸模具防跑铝挡板及其安装孔制造的要求………………………..69第二十九节:压铸模具浇注和排气系统的要求……………………………………..70第三十节:样件确认过程的要求……………………………………………………..72第三十一节:其它相关要求…………………………………………………………..73第三十二节:压铸模具顶杆及顶杆套的技术要求……………………………………..74长春一汽联合压铸有限公司压铸模具技术标准更改依据更改标记签字及日期编制:张洪发编号:QT-10-004-03/08一、压铸模具顶杆及顶杆过孔的要求Cd1DEHcaAbBLdb1d标准顶杆直径Φ:mm6以下8---1212---1616以上A模框顶杆孔间隙:±0.2mm1.5222a模框顶杆孔倒角:mm、x45゜1.01.522.5B衬模顶杆孔间隙:±0.2mm0.51.01.01b衬模顶杆孔倒角:mm、x45゜1.01.51.52.0C固定板顶杆孔间隙:±0.2mm1.0112c固定板顶杆孔倒角:mm、x45゜1.01.51.52.0L封料面:mm30--4040--5050--6060--70b1倒角:45゜45゜45゜45゜其它说明:1、衬模内顶杆孔配合段粗糙度必须达到1.6级;2、顶杆必须选用标准顶杆(特殊情况除外);3、顶杆孔与模具分型面的垂直度Φ0.1;4、顶杆与顶杆孔配合间隙按国家标准H8/h7;5、D=d1(顶杆帽直径)+2mm;6、H顶杆帽沉孔=顶杆帽厚度尺寸+0.05mm;7、E面(顶杆帽沉孔面)的平面度必须保证0.05--0.1mm,粗糙度保证1.6;8、顶杆在装配完成后必须达到用手能够转动(有定位和异型顶杆除外);9、衬模、模框及固定板上的顶杆孔倒角必须由机加工形成,不允许手工倒角;10、防转或成型顶杆必须有准确、可靠的定位,端面必须与型腔表面平齐;11、顶杆孔不允许出现椭圆现象,顶杆孔的圆度:0.05mm;12、衬模、模框及固定板上的顶杆孔同轴度:Φ0.2。1长春一汽联合压铸有限公司压铸模具技术标准更改依据更改标记签字及日期编制:张洪发编号:QT-10-004-03/08二、压铸模合模导柱、导套及其安装孔的要求1、合模导柱、导套装配要求D5H1EAcD2c1d3R1B把导柱螺栓导柱镶入深度l1d2螺栓帽沉孔深度l2压铸机吨位:吨250-400500-640700-9301250-16002000-2700d导柱公称直径:mm35456080100R1导柱镶入孔底部圆角:-0.5mm2.02.03.04.05.0D3固定导柱螺栓孔直径:mm1214182226B固定导柱螺栓沉孔倒角:mm1.01.01.52.02.0l1导柱镶入孔深度:mm526285125155l2固定导柱内六角螺栓沉孔深度:+0.5mm1214202428c导套法兰后侧排气道深:mm1.51.52.02.52.5c1分型面处导套空刀深度(低于分型面):mm111.522.5固定导柱螺栓:M10M12M16M20M24A导套法兰沉孔倒角:mm1.51.51.522D5导套法兰沉孔直径:mmD4+2D4+3D4+4H1导套法兰沉孔深度:mmH+0.05D2导套镶入孔直径:mmD1+0.04d2导柱镶入孔直径:mmd+0.04其它说明:1、导柱、导套镶入孔粗糙度必须达到1.6级;2、导柱、导套镶入孔与模具分型面的垂直度Φ0.1;3、导柱、导套配合间隙国家标准H8/e7;4、每套模具必须采用4对对称设置的导柱、导套;5、各处倒角必须由机加工形成,不允许手工倒角;6、导柱、导套镶入孔不允许椭圆,圆度:Φ0.1mm;7、E面(导套法兰沉孔面)的平面度必须保证0.05--0.1mm,粗糙度保证1.6。2长春一汽联合压铸有限公司压铸模具技术标准更改依据更改标记签字及日期编制:张洪发编号:QT-10-004-03/082、导柱的制造要求dd1ll3d4wl5l6rrmw1d导柱公称直径:mm35456080100d导柱制造直径:mm3505.0071.0−−4505.0075.0−−6006.009.0−−8006.009.0−−10007.0107.0−−d1导柱镶入模框内直径:mm3503.001.0++4503.001.0++6003.001.0++8003.001.0++10003.001.0++l导柱镶入模框内深度:mm506080120120l3固定导柱螺纹深度:mm2525354040w1导柱镶入端倒角:mm33456w油槽宽度:mm34555d4油槽底径:mm3342567696l6导柱倒入角长度:mm1015203040r导柱倒入角处圆角:mm235810m导柱倒入角角度:゜1515151515l5导柱总长:mm依据模具设计而定其它要求:1)材料:T10A;2)热处理:HRc55-60;3长春一汽联合压铸有限公司压铸模具技术标准更改依据更改标记签字及日期编制:张洪发编号:QT-10-004-03/083、导套的制造要求DHLD1D3D4L1REFWW1Ad导柱公称直径:mm35456080100D导套内径:mm350+0.025450+0.025600+0.03800+0.0351000+0.035D1导套外径:mm50±0.0262±0.0280±0.03110±0.03130±0.04D3导套内空刀直径:mm37476282102D4导套法兰直径:mm627595130150L1与导柱的配合长度:mm≥70≥80≥100≥120≥150H导套法兰厚度:mm15-0.0518-0.0520-0.0525-0.0530-0.05E空刀宽度:mm22333F空刀深度:mm111.51.51.5W导套前段外倒角:mm、45゜1.51.522.52.5R导套前段内圆角:mm33555W1导套法兰外倒角:mm1111.51.5L导套总长:mm依据模具设计而定其它要求:1)材料:T10A;2)热处理:HRc58-62;4长春一汽联合压铸有限公司压铸模具技术标准更改依据更改标记签字及日期编制:张洪发编号:QT-10-004-03/08三、压铸模具推板导向支柱、导向套及其安装孔的要求1、导向支柱、导向套装配要求压铸机吨位:吨250-400500-640700-9301250-16002000-2700导向支柱公称直径:mm3040455080d4导向支柱镶入孔直径:mm35+0.02545+0.02550+0.02555+0.0385+0.03R3导向支柱镶入孔底部圆角:mm2.02.03.04.05.0h3导向支柱镶入孔深度:mm4045505585w2导向支柱镶入孔口部倒角:mm2.02.03.04.05.0w3固定导向支柱螺纹孔倒角:mm2.02.03.04.04.0h4固定导向支柱螺纹孔深度:mm3030354040A固定导向支柱内六角螺栓:M12M16M16M20M24D3导向套镶入孔直径:mm40+0.0450+0.0460+0.0570+0.05104+0.06W2导向套法兰沉孔口部倒角:mm111.522W3导向套镶入孔口部倒角:mm111.522D4导向套法兰沉孔直径:mmD2+2D2+3D2+4L3导向套法兰沉孔深度:mmL2+0.05其它说明:1、导向支柱、导向套镶入孔粗糙度必须达到1.6级;2、导向支柱镶入孔与模具分型面的垂直度Φ0.1;3、导向套镶入孔与推板或固定板的垂直度Φ0.1;4、各处倒角必须由机加工形成,不允许手工倒角;5、每套模具必须采用4对对称设置的导向支柱、导
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![COD-区域管理培训-学院手册-V1[1].-闽赣](/doc-679023.png)
 hypx006
hypx006
本文标题:FANUC 0i系统数控车床编程指令
链接地址:https://www.777doc.com/doc-279664 .html