您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 资本运营 > 《机电设备评估基础》知识点机床的型号编制
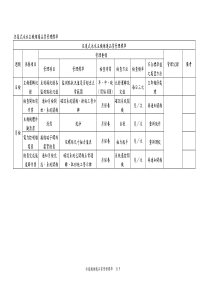
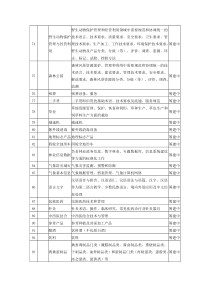
中华会计网校会计人的网上家园《机电设备评估基础》知识点:机床的型号编制知识点:机床的型号编制GB/T15375-94《金属切削机床型号编制方法》是现行机床型号编制标准。机床型号由汉语拼音字母和数字按一定的规律组合而成。通用机床的型号由基本和辅助部分组成,中间用“/”隔开。基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。(一)机床的类代号:表3-1:机床分类及代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床锯床其他机床代号CZTM2M3MYSXBLGQ读音车钻镗磨二磨三磨牙丝铣刨拉割其他(二)机床通用特性、结构特性代号1.通用特性代号。当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。表3-2:机床通用特性代号通用特性高精度精密自动半自动数控加工中心(自动换刀)仿形轻型加重型简式或经济型柔性加工单元数显高速代号GMZBKHFQCJRXS读音高密自半控换仿轻重简柔显速2.结构特性代号。结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、Y等字母。当不够用时可将两个字母组合起来使用。如AD、AE等。【注意】当型号中有通用特性代号时,结构特性代号排在通用代号之后;当型号无通用特性代号时,结构特性代号排在类代号之后。(三)机床的组、系代号中华会计网校会计人的网上家园在同类机床中,主要布局和使用范围基本相同的机床即为一组;在同一组机床中,其主参数相同,主要结构及布局型式相同的机床即为同一系。每类机床分为10个组,每个组又分为10个系(系列)。机床的组用一位阿拉伯数字表示,位于类代号或通用特性代号之后;机床系也用一位阿拉伯数字表示,位于组代号之后。(四)机床主参数的代号反映机床规格大小的主要数据称为第一主参数,简称主参数。不同的机床,主参数内容各不相同。机床的主参数用阿拉伯数字表示。在组系代号后面的数字,一般表示机床的主参数或主参数的1/10或1/100。表3-4常见机床主参数及折算系数机床名称主参数名称主参数折算系数普通车床自动车床、六角车床立式车床床身上最大工件回转直径最大棒料直径或最大车削直径最大车削直径1/101/11/100立式钻床、摇臂钻床卧式镗床最大钻孔直径主轴直径1/11/10牛头刨床、插床龙门刨床最大刨削或插削长度工作台宽度1/101/100卧式及立式升降台铣床龙门铣床工作台工作面宽度工作台工作面宽度1/101/100外圆磨床、内圆磨床平面磨床砂轮机最大磨削外径或孔径工作台工作面的宽度或直径最大砂轮直径1/101/101/10齿轮加工机床(大多数是)最大工件直径1/10(五)主轴数及第二主参数机床主轴数应以实际数据列入型号,位于主参数之后,用乘号“×”分开。第二主参数是指最大跨距、最大工件长度、最大模数等。在型号中表示第二主参数,一般折算成两位数为宜。【注意】长度(跨距、行程)按1/100折算;宽度、直径、深度按1/10折算;厚度按实际值。(六)机床的重大改进顺序号当机床结构、性能有重大改进和提高,并需按新产品重新设计、试制和鉴定时,才在机床型号之后按A、B、C……(I和O不得选用)等汉语拼音字母的顺序选用加入型号的尾部,以区别原机床型号。重大改进设计不同于完全的新设计,它是在原有的机床基础上进行改进设计,因此,重大改进后的产品应代替原来的产品。(七)其他特性代号其他特性代号,置于辅助部分之首。其他特性代号主要用以反映各类机床的特性。(八)企业代号及其表示方法【总结】1.型号中第一个字母肯定是类代号,表明机床的类型(如车床、钻床等)。2.第二个到数字之前的字母代表通用特性或结构代号,通用特性可能有两个,也可以没有。通用代号一般根据字母能得出来,如果出现了A、D、E、L……,那么这一定是结构特征代号,如果是第二个字母,那么没有通用特征代号。3.后面紧跟的一般是四位数,前两位是组系代号,一定有,后两位是主参数,根据不同的机床,主参数的换算也不一致。4.四位数字后,如果跟的是乘号,那么乘号后一定是主轴数或者第二主参数。中华会计网校会计人的网上家园数字后面紧跟的是重大改进顺序号,注意A、B、C代表的含义。6.斜杠后面是其他特性代号和企业代号。注意举例中WF含义。常用的机床型号含义机床型号表示含义CA6140AC—车床(类代号)A—结构特性代号6—组代号(落地及卧式车床)1—系代号(普通落地及卧式车床)40—主参数(最大加工件回转直径400mm)A—第一次重大改进(重大改进顺序号)XKA5032AX—铣床(类代号)K—数控(通用特性代号)A—(结构特性代号)50—立式升降台铣床(组系代号)32—工作台面宽度320mm(主参数)A—第一次重大改进(重大改进顺序号)MBE1432M—磨床(类代号)B—半自动(通用特性代号)E—(结构特性代号)14—万能外圆磨床(组系代号)32—最大磨削直径320mm(主参数)MGB1432M—磨床(类代号)G—高精度(通用特性代号)B—半自动(通用特性代号)14—万能外圆磨床(组系代号)32—最大磨削直径320mm(主参数)C2150×6C—车床(类代号)21—多轴棒料自动车床(组、系代号)50—最大棒料直径50mm(主参数)6—轴数为6(第二主参数)MB8240最大回转直径为400mm的半自动曲轴磨床根据加工需要,经变换的第一种半自动曲轴磨床,其型号为MB8240/1变换的第二种型式的型号为MB8240/2,依此类推。CX5112A/WFC—车床(类代号)X—数显(通用特性代号)51—单柱立式车床(组系代号)12—最大车削直径为1250mm(主参数)A—第一次重大改进(主参数)WF—企业代号
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 jian50001
jian50001
本文标题:《机电设备评估基础》知识点机床的型号编制
链接地址:https://www.777doc.com/doc-2840231 .html