您好,欢迎访问三七文档
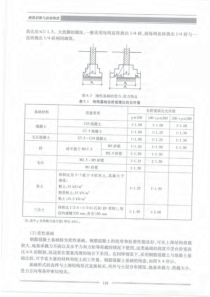
1冷卻系統1.常用水孔快速接頭的規格與形式(超連結到標準件)2.“O”形環的規格,隔板規格及噴水管的規格(超連結到標準件)3.冷卻循環係統的理論分析(1)在注射成型中的熱傳導過程,溫度梯度及熱量散個失過程曲線圖MFC02塑膠中的熱量來自於冷卻水路的交換熱輻射散熱對流散熱A散失到模板的熱量層流的溫度梯度2300淤紊流的溫度梯度230063deg.C43deg.C23deg.C20deg.C塑膠/金屬的界面水/金屬的界面冷卻液塑膠2熱交換(2)熱量集中分析(3)冷卻係統設計構思A.為達到均一冷卻而合理布置冷卻水道–靠近高熱量區–遠離低熱量區紊流實際吸收的熱量流動率熱容傳導對流層流傳遞公模仁母模仁熱量集中在這個區域熱(相對於未收縮區域的收縮區域引起翹曲)熔化塑膠凝固塑膠3B.串並聯水路的優缺點4.規格及其與成品肉厚的關系冷卻水道的直徑優先採用大於8mm,各個水孔的直徑應盡量一致,避免冷卻液的流速不均產生壓力損失分模線高溫等溫線冷卻液區域3區域1區域2冷卻液等溫線區域2TM002P04串聯水路優點–統一的流動率–統一的熱交換缺點--較高的壓降並聯水路優點–用在入子的周圍最好–高體積低壓力缺點–沒有統一的流動率–易於堵塞4應保證S1,S2,S3的截面積約相等5.模具中冷卻系統循環要求(1)對於中大型模具,進出水口的溫差很大會影響冷卻效果.從冷卻均勻性考慮,進出口溫差一般控制在5℃`以下;對於精密成型模具,則要控制在2~3℃以下,水孔長度在1.2~1.5mm以下.(2)常用模具材料的導熱係數,比熱及密度(係數越大,則從熔融塑料上吸收熱量越快,冷卻越快6.水路的排布及冷卻形式(1)採用模板循環水路直接冷卻形式材料熱傳導系數W/m/degK比熱J/kg/degK密度Kg/m3Aluminum221.99202699P20294607800CarbSt41.94607833BeCu1304208415420ss24.9401.77750H-1328.2454.77750C17200(BeCu)1053808350C17510(BeCu0)2453808820C18000(NiSiCrCu)207.6404858056(2)採用模仁循環水路直接冷卻形式(3)採用模板模仁聯合循環水路冷卻形式78(4)局部型芯和鑲件的冷卻形式91011(5)斜銷中水路的冷卻形式(6)滑塊中水路的冷卻形式127.水孔分布的間距值(1)水孔與水孔之間距值13平行兩條水孔之距為3D~5D,交錯兩條水孔之距為3mm以上,當水孔長度小於150mm時,最小間距為3mm;當水孔長度大於150mm時,最小間距為5mm(2)水孔以與零件邊緣之間距值(3)水孔到成品的表面之間距值14(4)水孔到頂針,螺釘孔之間距值8.水路的密封形式(1)採用”O”形環密封圈15(2)採用水孔塞或螺塞(3)利用銅棒的過盈配合9.其他注意事項(1)成型平板形成品的模具,其水路應採用平均分布的直水路進行冷卻,避免多循環,在成型時調節困難,影響成品質量(2)三板模的剝料板中應設兩條水路(3)採用熱澆道的倒裝式模具,澆口的正上方應設一條冷卻水路169.几種常見熱塑性塑料的加工條件朔料名稱熔体注射壓力/Mpa模具溫度/∘CPS170~25060~15040~80AS(SAN)190~230100~20040~80PVC硬質170~19080~25030~60PE低密度160~26030~8040~50PE高密度220~28060~14040~60PP180~30080~15040~90PA—66260~29070~15060~120TPU175~20080~10020~90PC270~32070~15080~120POM200~220100~15090~120PSF330~380150~18090~150PAS400~430140~210232~260
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 robinhand1
robinhand1
本文标题:模具冷确系统设计
链接地址:https://www.777doc.com/doc-285490 .html