您好,欢迎访问三七文档
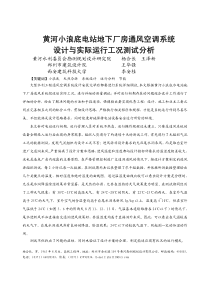
1、1切割钢丝生产培训资料拉丝模具拉丝模是金属丝通过一种模具,使其由粗到细,逐步达到所需要的尺寸,这种特殊的模具就是拉丝模.在金属压力加工中.在外力作用下使金属强行通过模具,金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的工具称为拉丝模拉丝模组成部分碳化钨模芯钢质模套碳化钨模芯模芯是由硬质合金做成的,其为钨粉和钴粉的混合物。对该混合物进行冷压成型处理,并且在温度大约为2600℉的情况下对其进行烧结。在烧结期间,模坯收缩幅度在15%至30%之间,并且其变为一个硬而坚韧、并且耐磨损的均匀金属。绝大多数模芯含钴百分含量范围为3%至12%,其硬度范围为86RA至93RA。钢质模套钢质模套由硬度为20RC和25RC的好钢做成。外径应当与内孔保持同轴性,并且与表面相吻合,从而改善拉丝模制造者生产几何尺寸保持一致性的拉丝模能力。其内部应当切削精确,严格限制在公差范围之内,确保准确地与碳化模芯进行压配合。在没有进行适当压配合的情况下,较高张力的材料可能造成模芯出现裂纹,从而使得拉丝模出现突变失效。入口锥(入口半径)入口半径只被用于导向入料线材,即其进入位于螺旋形轨道上的拉丝模内部,应当尽可能地保持。
2、直线状,将金属丝拉入拉丝模内,避免在材料上出现不均匀的应力。当线材自行对中而进入润滑区之前,其应当只能瞬时接触该表面。入口半径入口锥(入口角)入口角的功能就是使润滑剂直接流入到拉丝模内部。入口角润滑角润滑角是拉丝模最重要的部分。全部面积减缩以及润滑剂与输入的金属丝表面紧密结合都发生在此处。该进入面积的设计和精确度决定着拉丝模的所有效率,该面积必须以精确圆锥角与光滑精加工表面相切。在半径没有确定的情况下,必须将它直接置于一侧,或者沿着其整个表面轮廓线进行接合。该角必须进行精加工处理,从而确保该角和定径带表面都有一个共同的中心线。另外,这些表面必须跟钢质模套外径保持同轴,避免与圆形金属丝产生脱离润滑角定径带定径带的功能就是控制拉丝的成品直径、保证其圆度和平直度,并且生产出平直、光滑表面的成品。由于这些原因,该表面必须加工成圆形、保持平行并且严格限制其尺寸公差,从而生产出高质量的金属丝来。定径带出口锥出口锥就是被设计用来加强拉丝模退出的圆锥角,并且防止模芯出现破断。它也使得金属成形区在模芯内保持对中,因为其长短决定定径带,并且使得模芯上的润滑角更大后中隙角模具正确方向钢丝入口钢丝出口总结:一。
3、、模子的类型普通采用三种:硬金属、天然金钢石、多晶金钢石二、组成部分主要包括两个部分:炭化乌模芯和钢质模套,拉丝模里面的孔为锥形。模芯的孔由四部分组成:•A、入口锥——润滑剂的供给•B、压缩锥——钢丝变形•C、定径带——获得精确的钢丝直径•D、出口锥——避免(1)模芯的爆裂;(2)断丝(尤其当机器停止时)三、模芯和模套的镶嵌质量至关重要:1、钢丝在变形过程中,产生巨大的热量,而这热量在模芯上积累,需通过模套来散热。因此,模芯与模套必须镶嵌得十分紧密且无杂质,否则将会导致散热不良,形成局部高温,破坏润滑膜,致使钢丝变形不良。另外,模芯和模套镶嵌不好,可导致模芯爆裂甚至自模套中脱出。2、钢丝变形的均匀性要求模芯必须镶嵌在模套的中心。模具区域名称区域的性能入口区入口穿丝顺利,以便拉丝液(乳)顺利回旋润滑区润滑区使丝材轻松过度压缩区压缩工作区可减少拉拔力,变点接触为面接角拉拔,减少摩擦力和模磨损,变形结构更合理、稳定。上道次进线变粗或变细皆能顺利拉拔。定径区定径区可长时间保证线材的精确直径、光洁度和椭圆度。出口区出口区安全角可保证丝材拉出无伤痕。寿命有越拉越长的趋势。反口区反口区可较大的支撑反口的拉应力。聚晶模具14。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 simonw
simonw
本文标题:模具培训(新)
链接地址:https://www.777doc.com/doc-286072 .html