您好,欢迎访问三七文档
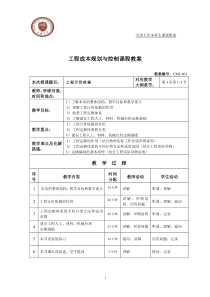
本学期的主要任务掌握机电一体化系统设计的基本概念、基本原理和基本知识掌握机电一体化系统设计中常用的传感器、控制电机的原理、性能合应用掌握机电一体化系统设计的机械系统设计、控制系统设计、接口设计的基本方法初步掌握机电一体化系统设计原理和综合应用方法综合应用:完成C6140普通车床数控化改造设计任务:将一台C6140普通车床改造成经济型数控车床。1-床脚2-挂轮3-进给箱4-主轴箱5-纵溜板6-溜板箱7-横溜板8-刀架9-上溜板10-尾座11-丝杠12-光杠13-床身C6140普通车床的结构布局一、准备阶段1.对用户需求进行理论抽象主要技术指标如下:(1)床身上最大加工直径400mm;(2)最大加工长度1000mm;(3)X方向(横向)的脉冲当量δx=0.005mm/脉冲,Z方向(纵向)δz=0.01mm/脉冲;(4)X方向最快移动速度vxmax=3000mm/min,Z方向为vzmax=6000mm/min;(5)X方向最快工进速度vxmaxf=400mm/min,Z方向为vzmaxf=800mm/min;(6)X方向定位精度±0.01mm,Z方向±0.02mm;BACK以上技术指标要求如何实现?(7)可以车削柱面、平面、锥面与球面等;(8)可以车削公/英制的直螺纹与锥螺纹,最大导程为24mm;(9)由系统控制自动选刀;(10)自动控制主轴的正转、反转与停止,并可输出主轴有级变速与无级变速信号;(11)自动控制冷却泵的启/停;(12)由系统控制工件的夹紧与松开;(13)纵、横向安装限位开关;(14)数控系统可与PC机串行通信。1.对用户需求进行理论抽象BACK以上功能要求如何实现?一.准备阶段2.拟定总体方案、划分系统功能要素和功能模块系统总体方案文件内容:1)系统主要功能、技术指标、原理图、文字说明2)控制策略及方案3)各功能模块性能要求,模块实现的初步方案及输入输出关系的参数指标4)初步方案比较和选择5)为保证系统性能所采取的技术措施6)抗干扰及可靠性策略7)外观造型方案及机械主体方案8)人员组织9)经费和进度计划BACK(2)拟定总体方案、划分系统功能要素和功能模块绘制系统原理框图的方法先两头(基本功能要素或子系统),后中间(接口)化整为零,逐渐细化。一.准备阶段工作台运动全闭环控制系统例一速度、位置半闭环控制系统例二作业NO.11.查询资料,绘制C6140车床的系统传动原理框图。2.拟订该车床数控化改造的总体方案,画出系统原理框图。NO.1作业NO.1参考答案C6140车床的系统传动原理框图NO.1ANSWERC6140车床的电气控制原理图一.准备阶段2.拟定总体方案、划分系统功能要素和功能模块1)系统主要功能、技术指标、原理图、文字说明2)控制策略及方案(主轴运动控制、进给运动控制)3)各功能模块性能要求,模块实现的初步方案及输入输出关系的参数指标(机械本体-主体的基本结构?传感单元-需要哪些传感器?控制单元-采用什么控制器?驱动单元-采用什么驱动元件?执行单元-如何完成系统要求的机械运动?接口-各单元间采用什么元部件、电路或程序实现信号的传输和匹配?)作业NO.2预习第二章相关章节并查找资料,设计该数控机床的传动系统。画出方案原理图。NO.2设计参考网站参考网站中国工控网参考一.主传动系统方案设计(所需相关知识?)二.进给传动系统方案设计(所需相关知识?)NO.2一.主传动系统方案设计1.数控机床主传动系统的基本要求2.数控机床主轴的变速方式3.本次数控改造的主传动方案初步设计NO.2一.主传动系统方案设计1.数控机床主传动系统的基本要求1)有较宽的调速范围,可增加数控机床加工适应性,便于选择合理切削速度使切削过程始终处于最佳状态2)要求能在较宽的转速范围内进行无级调速,并减少中间传递环节。3)有足够的功率和扭矩,使数控加工方便实现低速时大扭矩,高速时恒功率,以保证加工高效率。4)有足够的传动精度。各零部件应具有足够精度、刚度、抗振性,使主轴运动高精度,从而保证数控加工高精度。5)主轴在正、反向转动时均可进行自动加减速控制,即要求具有四象限驱动能力,并且加减速时间短。6)为满足加工中心自动换刀(ATC)以及某些加工工艺的需要,加工中心要求主轴具有高精度的准停控制。NO.2一.主传动系统方案设计2.数控机床主轴的变速方式数控机床一般采用交流(或直流)主轴伺服电动机实现主轴无级变速。交流变频驱动装置+交流主轴电动机交流伺服驱动装置+交流伺服电动机在实际生产中,并不需要在整个变速范围内均为恒功率。一般要求在中、高速段为恒功率传动,在低速段为恒转矩传动。为了确保数控机床主轴低速时有较大的转矩和主轴的变速范围尽可能大,有的数控机床在交流或直流电动机无级变速的基础上配以齿轮变速,使之成为分段无级变速。NO.2一.主传动系统方案设计2.数控机床主轴的变速方式1)电动机与主轴直联的主传动其优点是结构紧凑,但主轴转速的变化及转矩的输出和电动机的输出特性一致,因而使用上受到一定限制,如下图所示。NO.2一.主传动系统方案设计2.数控机床主轴的变速方式2)采用同步齿形带传动主轴部件刚性好;传动效率高、平稳、噪声小;不需润滑;但主轴调速范围比仍与电动机一样,受电动机调速范围比的约束,在小型机床中应用较多。如下图所示。NO.2一.主传动系统方案设计2.数控机床主轴的变速方式3)带有变速齿轮的主传动这种配置方式通过少数几对齿轮降速,使之成为分段无极变速,确保低速大转矩,以满足主轴输出转矩特性的要求,如下图所示。滑移齿轮的移位可采用液压拨叉或电磁离合器来实现。NO.2一.主传动系统方案设计2.数控机床主轴的变速方式4)电主轴电主轴通常装备在高速数控机床上。其主轴部件结构紧凑,重量轻,惯量小,可提高起动、停止的响应特性,有利于控制振动和噪声;缺点是制造和维护困难且成本较高;电动机运转产生的热量引起主轴的热变形,影响机床的加工精度。NO.2一.主传动系统方案设计3.本次数控改造的主传动方案初步设计1)考虑因素基于数控机床主传动系统的基本要求,结合本次设计具体情况进行考虑。无极变速OR分段无极变速?电机类型?如何自动变速?如何满足低速时转矩要求?螺纹车削功能如何实现?在满足功能要求的基础上考虑经济性。NO.2一.主传动系统方案设计3.本次数控改造的主传动方案初步设计2)改造方案对机床原主传动机构如何处理?NO.2C6140主传动系统图一.主传动系统方案设计3.本次数控改造的主传动方案初步设计2)改造方案主传动系统方案原理图及文字说明NO.2BACK二.进给传动系统方案设计1.数控机床进给传动系统的基本要求2.数控机床进给传动系统的种类3.本次数控改造的进给传动方案初步设计NO.2二.进给传动系统方案设计1.数控车床进给传动系统的基本要求1)传动精度和刚度较高2)响应速度快3)进给调速范围较宽4)无间隙传动5)稳定性好、寿命长NO.2二.进给传动系统方案设计2.数控机床进给传动系统的种类按所用电机分类:1)步进伺服电机伺服进给系统一般用于经济型数控机床。2)直流伺服电机伺服进给系统功率稳定,但因采用电刷,其磨损导致在使用中需进行更换。3)交流伺服电机伺服进给系统应用极为普遍,主要用于中高档数控机床。4)直线电机伺服进给系统无中间传动链,精度高,进给快,无长度限制;但散热差,防护要求特别高,主要用于高速机床。NO.2二.进给传动系统方案设计2.数控机床进给传动系统的种类按控制方式分类:1)开环进给系统2)半闭环进给系统3)全闭环进给系统NO.2各自特点?分别用于何种情况?二.进给传动系统方案设计3.本次数控改造的进给传动方案初步设计1)考虑因素基于数控机床进给传动系统的基本要求,结合本次设计具体情况进行考虑。电机类型?控制方式?应如何选择传动部件并采取何种措施,以满足:刚度精度要求?快速响应要求?无间隙传动要求?纵向、横向进给传动方案是否相同?在满足功能要求的基础上考虑经济性。NO.2二.进给传动系统方案设计3.本次数控改造的进给传动方案初步设计2)改造方案对机床原进给传动机构如何处理?NO.2CA6140进给传动系统图二.进给传动系统方案设计3.本次数控改造的进给传动方案初步设计2)改造方案进给传动系统方案原理图及文字说明NO.2BACK作业NO.3根据课堂所学相关章节并继续查找资料,修改、完善上次所进行的数控机床的传动系统设计。(内容要求)NO.3作业NO.4对所设计进给传动部件进行选型计算。纵向进给机构方案?NO.4电机(步进/交流)+同步齿形带/齿轮副+滚珠丝杠副同步齿形带选型计算滚珠丝杠副选型计算齿轮副选型计算作业NO.4已知参数工件材料:碳素结构钢,σb=650Mpa;刀具材料:硬质合金YT15;刀具几何参数:主偏角kr=60º,前角kr=10º,刃倾角λs=-5°;切削用量:背吃刀量ap=3mm,进给量f=0.6mm/r,切削速度vc=105m/min。移动部件总重:G=1300NNO.4还需要哪些数据?车削力及车削功率的分析与计算1.车削力的分析与计算车削外圆时的切削抗力如图3-1所示。主切削力Fc与切削速度Vc的方向一致,且垂直向下,这是计算车床主轴电动机切削功率的依据;背向切削力Fp与进给方向(即工件轴线方向)相垂直,对加工精度的影响较大;进给切削力Ff与进给方向平行且指向相反。NO.4相关知识1.车削力的分析与计算NO.4相关知识在上述三个分力中,Fc值最大,Fp约为(0.15~0.7)Fc,Ff约为(0.1~0.6)Fc。单位切削面积上的切削力称为单位切削力,用Kc(N/mm2)表示:式中Fc——主切削力,单位为N;AD——切削层公称横截面积,单位为mm2;aP——背吃刀量,单位为mm;f——每转进给量,单位为mm/r;hD——切削层公称厚度,单位为mm;bD——切削层公称宽度,单位为mm。afDFFkAhccccPDD===Fb(3-1)1.车削力的分析与计算NO.4相关知识若已知单位切削力Kc,则可通过式(3-1)计算切削力。为了计算方便,在生产实际中,一般常用以下经验公式来估算切削力:(3-2)式中CFcCFpCFf——与被加工材料和切削条件相关的切削力系数,如表3-1所示;xFc、xFp、xFf、yFc、yFp、yFf、nFc、nFp、nFf——分别为三个分力公式中,背吃刀量aPc,进给量f和切削速度Vc的指数,如表3-1所示;xynxynxynafafafFCvKFCvKFCvKFcFcFcccFpFpFpPpfffffcFpcFpFpcFFFFfFpcF===NO.4相关知识1.车削力的分析与计算——当实际加工条件与经验公式的实验条件不相符时,各种影响因素对各切削分力的修正系数的乘积,即,如表3-2、表3-3所示;vc——切削速度,单位为m/min,常用切削用量选用如表3-4所示。KKKPFcFFf、、kkkkkrOsεMFkFrFλFrFNO.4相关知识1.车削力的分析与计算表3-1车削力公式中的系数和指数注:1.成形切削深度不大、形状不复杂的轮廓时,切削力减小10%~15%;2.钢和铸铁的力学性能改变时,切削力的修正系数kMF可按照表3-2进行计算3.车刀的几何参数改变时,切削力的修正系数见表3-3。表3-2钢和铸铁的强度或硬度改变时切削力的修正系数kMF表3-3加工钢或铸铁刀具几何参数改变时切削力的修正系数表3-4国产焊接和可转位车刀切削用量选用参考表消耗在切削过程中的功率称为切削功率,用Pc(单位为kW)表示。因为在背向力FP方向产生的位移极小,可忽略不计,所以可以近似认为FP不做功,则切削功率Pc为切削力Fc和进给力Ff做功所消耗的功率之和:(3-3)式中Fc——切削力,单位为N;vc——切削速度,单位为m/s;Ff——进给力
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 xiayue846
xiayue846
本文标题:数控机床设计任务
链接地址:https://www.777doc.com/doc-286592 .html