您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 模具材料及表面处理课件吴兆祥版(全)
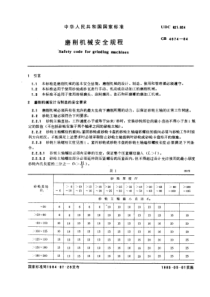
普通高等教育“十一五”国家级规划教材高等职业教育机电类规划教材机械工业出版社精品教材模具材料及表面处理(第二版)主编:吴兆祥一、模具材料技术在模具工业中的地位1、模具是重要的加工工艺装备绪论汽车、拖拉机零件:70%塑料制品:80%~90%日用五金:60%~70%2、模具材料技术对模具及被加工产品的影响模具材料技术影响到模具的制造成本。模具材料技术影响到模具的寿命,从而影响产品成本。模具材料技术影响模具的质量,从而影响产品的质量。3、行业要求合理选用模具材料。合理实施模具的热处理及表面处理。大力推广模具新材料、新工艺、新技术的应用。二、国内、外模具材料技术水平概况1、国内概况模具钢系列化水平提高,现纳入GB有26只钢。研制出不少新型模具钢:①冷作模具钢有GD、CH-1、LD、65Nb、CG-2等。②热作模具钢有5Cr2NiMoVSi、HM1、012Al、HD等。③塑料模具钢有P20、718、8Cr2S、5NiSCa等。硬质合金和钢结硬质合金应用成熟。强韧化处理新工艺广泛采用。表面技术水平不断提高。2、国外概况发达国家的模具钢系列化﹑标准化程度高。发达国家模具钢品种规格齐全,多以厚板﹑方料﹑扁料类型并经预处理状态供应市场。发达国家模具钢冶金技术先进,钢材的纯净度、均匀性高。发达国家重视模坯及模具使用的后处理。发达国家模具表面处理设备及工艺先进。三、课程性质与学习要求本门课程属于专业课程,学习要求如下:①掌握各类模具材料的特性、强韧化方法、使用范围。②正确选用模具材料热处理方法。③熟悉各类模具的表面处理及选用。第一章模具材料概论第一节模具及模具材料分类一、模具分类冷作模具:冷冲模、冷挤压模、冷墩模、拉丝模等。热作模具:热锻模、热挤压模、压铸模、热冲裁模等。成形模具:塑料模、橡胶模、陶瓷模、玻璃模、粉末冶金模等。按工作条件分:按材料、工艺、设备分:10类二、模具材料分类模具材料模具钢冷作模具钢热作模具钢塑料模具钢其他模具材料铸铁非铁金属及合金硬质、钢结硬质合金非金属材料第二节模具材料的主要性能指标一、强度强度是表征材料变形抗力和断裂抗力的性能指标冷作模具材料的变形抗力指标是:σ0.2或σs热作模具材料的变形抗力指标是:高温强度冷作模具的断裂抗力指标是:σb、σbb、抗压σ0.2和K1C影响强度的主要因素有:钢的化学成分金相组织内应力状态二、硬度与热硬性硬度是衡量材料软硬程度的性能指标。热硬性是指模具材料在高温条件下保持高硬度的能力。模具对硬度的要求一般是:冷作模具为:52~60HRC热作模具为:40~52HRC因为硬度实际上反映了材料的综合力学性能,所以模具的性能要求在图样上只用硬度标注。影响硬度和热硬性的因素主要有:钢的化学成分热处理工艺表面处理工艺三、耐磨性表征材料抗磨损的性能。评价耐磨性指标:磨损量或相对磨损量磨损形式主要有:磨料磨损粘着磨损氧化磨损疲劳磨损影响磨损的因素有:化学成分组织状态力学性能润滑条件四、韧性韧性是指材料在冲击载荷作用下抵抗脆断的能力。评介指标:冲击韧度ak、静弯曲挠度影响因素:钢的成分、组织和冶金质量例如:碳含量越低、杂质越少,钢的韧性越高;细晶粒组织、M板、B下、S回都具有高的韧性。三、耐热性表征模具材料在较高温度条件下仍能保持正常工作的能力。评价指标:高温热稳定性、抗氧化性高温热稳定性常以材料在600~700℃时的屈服强度表示。影响因素:再结晶温度回火稳定性五、耐蚀性含有氯、氟的被加工材料对模具型腔具有一定的腐蚀性。合金化和表面处理是提高耐蚀性的主要方法。第三节模具的失效形式及分析一、模具的失效形式冷冲压模具过量塑性变形而失效:模具的失效形式:模具工作部分损坏而不能修复,称为失效。热锻模塌陷、磨损失效:冷镦冲头磨损、折断失效:二、模具失效分析模具失效分析的步骤:生产现场调查模具用材和制造工艺调查对模具进行失效分析模具失效原因主要产生在制造过程:结构设计不当材料选择和质量问题毛坯锻造不良机械加工缺陷热处理不当装配精度不高例:冷冲压冲头的失效分析R处断裂冲击疲劳造成D处磨损超差表面硬度不足造成改进措施:增加R处的过渡圆角D处采用表面强化处理第二节影响模具寿命的主要因素一、模具结构设计对模具寿命的影响1、模腔结构的影响组合式优于整体式塔形锻造凹模式螺栓冷镦凹模a)为整体式,易于开裂。b)为组合式,不易开裂,寿命长。2、模腔过渡圆角半径R的影响冷挤压凹模几何形状及尺寸对模具寿命的影响:由图可见,金属入口处的形状和内圆角半径R对模具寿命影响很大,增大圆角半径R,可提高模具寿命。根据经验:r=(2~3.5)R适宜3、模具工作部位角度的影响反挤压凸模结构与寿命:a)、b)凸模顶部设有斜角,所受单位挤压力小,模具寿命较c)显著提高。模锻斜角β及圆角半径对应力的影响:由图可见,模锻斜角β越大,圆角半径越大,底部所受最大比较应力越小。二、模具制造质量对模具寿命的影响零件加工精度高,模具受力状态合理,模具寿命高。Ra低,磨损小,产生裂纹的倾向小,模具寿命高。硬度均匀,耐磨性、抗疲劳性好,模具寿命高。装配精度高,模具寿命高。三、模具材料对模具寿命的影响模具材料种类:同一模具使用不同的模具材料,模具寿命不同。零件硬度:不同工作条件的模具,硬度要求不同,并非硬度越高模具的寿命越长。冶金质量:冶金缺陷多,材质均匀性差,纯净度低,模具寿命短。新材料:积极使用新材料可以提高模具寿命。四、热处理质量与表面强化对模具寿命的影响正确的预先热处理规范对提高模具寿命起着很大作用。采用先进的强韧化方法(淬火+回火)可以提高模具的寿命。表面强化处理可以大幅度提高模具寿命。五、模具的使用对模具寿命的影响1、锻压设备的精度、刚度差,将加速模具的磨损。2、被加工材料性质不符合要求,对模具寿命产生影响。3、模具的安装与使用条件。体现在安装精度、润滑油选择、冷却措施的合理性。4、模具的操作规程及维护。主要体现在模具使用过程中的后续处理,中途保温、中间去应力回火。5、入库防锈、及时刃磨对模具寿命都产生影响。第二章冷作模具材料第一节冷作模具对材料性能的要求一、使用性能要求冷作模具的受载形式拉伸、弯曲、压缩冲击、疲劳、摩擦冷作模具的失效形式磨损、开裂断裂、变形、咬合、使用性能的基本要求:良好的耐磨性模具硬度应高于工件的30%~50%模具组织应为M回或B下加细小碳化物高强度σS、σ压应满足模具受载要求足够的韧性(受冲击载荷大、易受偏心弯曲的模具)良好的抗疲劳性:σ-1应满足模具的要求良好的抗咬合性能:取决于润滑条件和成形材料的性质二、工艺性能要求锻造性热锻变形抗力低、塑性好锻造温度范围宽锻裂、冷裂及碳化物析出倾向小切削加工性切削力小、切削用量大刀具磨损小、加工表面光洁磨削加工性对砂轮质量及冷却条件不敏感不易发生磨伤与磨裂热处理工艺性①淬透性:获得淬硬层深度②回火稳定性:模具钢受热软化的能力③脱碳倾向、过热敏感性④淬火变形开裂倾向三、冷作模具材料的成分特点1、钢的含量对高耐磨的冷作模具:0.7%~2.3%C对高强韧性冷作模具:0.5%~0.7%C2、合金化特点加入强碳化物形成元素和增加淬透性的元素主要合金元素的作用:锰淬透性减小变形有回火脆硅淬透性回火稳定性屈服强度过热脱碳倾向大铬淬透性抗氧化性耐磨性有回火脆性镍强度和韧性淬透性耐蚀性有回火脆钼、钨、钒:属强碳化物形成元素,具有二次硬化效果,对提高钢的回火稳定性、耐磨性、耐热性都具有显著作用。第二节冷作模具材料及热处理规范冷作模具钢综合分类:①低淬透性冷作模具钢②低变形冷作模具钢③高耐磨微变形冷作模具钢④抗冲击冷作模具钢⑤高强韧性冷作模具钢⑥高耐磨、高韧性冷作模具钢⑦特殊用途冷作模具钢一、低淬透性冷作模具钢(一)碳素工具钢1、主要性能特点优点:价格便宜,来源方便,较高的硬度,一定的耐磨性,易于锻造,易于软化。缺点:淬透性差,淬火易于变形、开裂,模具寿命短。典型钢种:T7A、T10A、T12A2、热加工工艺1)锻造锻造工艺见表2~3。工艺要点:终锻温度不能过高,冷却速度不宜过缓(锻后空冷),以避免析出二次网状渗碳体。无粗大或网状碳化物时,采用球化退火。出现粗大或网状碳化物时,先正火再球化退火。2)退火与正火锻后模具毛坯应经预备热处理:球化退火和正火工艺见表2-4、2-5。3)淬火与回火碳素工具钢淬火和回火工艺规范见表2-6,但对于具体模具应进行选择。淬火温度的选择考虑的因素见图2-1、2-2。图2-1淬火温度对T10A钢强韧性的影响图2-2淬火温度对T8钢淬硬层深度的影响综合分析如下:提高淬火温度,钢的强韧性下降,变形、开裂的倾向增大。但提高淬火温度,可提高淬透性,增加硬化层深度,提高模具的承载能力。据此,碳素工具钢制模具的淬火温度选择原则是:对于小型模具,可采用较低淬火温度(760~780℃)。对于较大型模具,适当提高淬火温度(800~850℃)。对于形状复杂的模具,应采用较低淬火温度。淬火冷却方式的选择冷却方式水溶液、油冷水溶液—油、水溶液—硝盐分级淬火、等温淬火具体冷却方法及适用范围见表2-7。回火温度选择淬火后应及时回火,回火温度根据性能要求而定。图2-3所示为碳素工具钢的力学性能与回火温度的关系。图2-3综合分析,回火温度确定如下:硬度要求较高时,宜采用150~200℃回火。抗弯强度要求较高时,宜采用220~280℃回火回火时间1~2小时回火冷却油冷或硝盐浴3、应用范围碳素工具钢只适宜制作尺寸较小、形状简单受载轻、生产批量不大的模具。如:T7-轻载小型冷作模,T8-拉深模,T10-冷镦模,T12-拉丝、切边模(二)GCr15钢1、主要性能特点GCr15钢是专用轴承钢,冶金质量较高,与碳工钢相比:硬度高,耐磨性好接触疲劳强度高淬透性高,淬、回火变形开裂倾向小回火稳定性高,有较高的强韧性使用寿命大幅提高2、热加工工艺GCr15钢的锻造性能较好,工艺规程一般是:加热温度:1050~1100℃始锻温度:1020~1080℃终锻温度:850℃,锻后缓冷。锻造工艺不当,碳化物将出现不良分布。1)锻造2)球化退火与正火锻后采用等温球化退火:加热温度:770~790℃,保温2~4h。等温温度:690~720℃,等温4~6h。退火后硬度:217~255HBW。锻后若出现网状、条状碳化物,在退火前必须正火。正火工艺:加热温度930~950℃。冷却方式小型模块,空冷;较大模块,鼓风或喷雾;大型模块,热油中冷却。3)淬火与回火淬火加热温度:830~860℃,油冷。尺寸较大或分级淬火的模具,宜选840~860℃。尺寸较小模具,宜选830~850℃。箱式炉加热应比盐浴炉加热温度高。3、应用适于制作精度要求较高的小尺寸落料模、冷挤压模、搓丝板和成型模。二、低变形冷作模具钢成分特点:碳工钢+少量Gr、Mn、Si、W、V典型钢种:CrWMn、9Mn2V、MnCrWV(一)CrWMn1、主要性能特点淬透性良好(φ40~φ50模具油中可淬透)耐磨性良好(W碳化物作用)淬火变形小易形成网状碳化物,锻造不良,韧性差2、热加工工艺1)锻造加热:1100~1150℃,始锻:1050~1100℃终锻:800~850℃,锻后空冷至650℃后缓冷2)退火与正火退火工艺:加热790~830℃,等温700~720℃,保温1~2h,炉冷至550℃出炉。锻造不良,出现网状碳化物或粗大晶粒时,需正火。正火工艺:930~950℃保温后空冷3)淬、回火图2~6、2~7为CrWMn钢的力学性能与淬火温度的关系:综合两图分析:普通淬火温度820~840℃油冷适宜,硬度可达63~65HRC。图2~8为CrWMn钢普通淬火与等温淬火的力学性能比较。由图可见:要求高韧性的模具,采用等温淬火合适。图2~8图2~9、2~10、2~11为CrWMn钢回火温度与力学性能的关系。由图可见CrWMn钢回火温度160~200℃合适图2~9图2~10图2~113、应用范围主要用于
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 jancetao
jancetao
本文标题:模具材料及表面处理课件吴兆祥版(全)
链接地址:https://www.777doc.com/doc-286686 .html