您好,欢迎访问三七文档
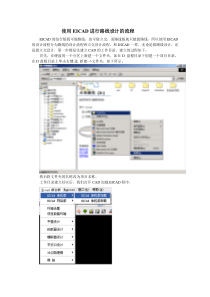
ERP使用教程3准备:物料编码界面:金蝶和奥联的工作中心界面:补充:1:物料编码:(重点)1.1定义:物料编码有时也叫物料代码或物料号(itemnumber活Partnumber),它们是计算机管理物料的检索依据。为ERP系统运行所需要的所有物料进行编码是ERP最基础的工作:。物料编码是计算机系统对物料的惟一识别代码。它用一组代码来代表一种物料。物料编码必须是惟一的,也就是,一种物料不能有多个物料编码,一个物料编码不能有多种物料。重点讲解:不唯一带来的后果;1.2类似于身份证,物料编码就是一组数字和字母组成的一串字符;1.3国家有标准:GB7635-87《全国工农业产品(商业、物资)分类与代码》,但是ERP系统对物料编码没有强制性。为了便于记忆,可以有规则:比如0,开头的代表原材料1代表在制品,2代表成品。1.4一旦确定,不能更改;1.5编码中易犯的错误:1、同物异码,异码同物,不唯一现象;2、总是想将信息的各种属性都在编码中体现;3、将编码设计的很长1.6物料编码包含的信息:技术资料信息(规格,型号,计量单位,);库存信息(来源,库存单位,最大最小库存量默认仓位)计划管理信息(在主计划计算MPS与物料需求计划MRP计算时,首先读取物料的计划属性(MPSMRP等))采购管理信息销售管理信息财务先关信息:财务类别、增值税代码计划价标准成本等等质量管理信息上面的都是一些基础信息,不一定每个ERP产品都需要,为了计算的需要,可以增加字段。比如:工作中心,工艺中心;2工作中心:工作中心的设定1.根据班组定义工作中心,直接与员工表关联,人员直接取员工表数据,工作中心的负责人为班长。2.将各个班组的主管调度定义为工作中心的负责人,只有负责人才能修改并下达工序作业计划,只有班长才能派活到员工。3.设定每个工作中心工作日历,分别在5天工作制、6天工作制、7天工作制等中选择设定,根据生产的实际情况,每个月的工作日历可以调整,作为每月的排产依据。4.由于材料的定尺以及定额的原因,在下料环节很难保证根据生产计划按定额控制发料,所以,我们定义下料环节的班组可以超计划发料,也可以超计划报完工。5.对于部分班组(如油漆班)领用的物料是不可分割的物料,我们定义这些班组为批量发料单位,系统记录这些班组的现场库存,库房发料到班组以后,班组报完工时系统根据定额自动冲销现场物料,超定额部分记录在班组的现场库存,下次领料时将提示减去现场库存。6.对于关键工作中心,定义其能力,可以是设备能力,也可以是人的能力或动能。为系统进行能力分析提供依据。7.系统提供工作中心的新增、修改、删除、人员添加删除等编辑功能。工作日历:工作日历主要包括:创建日历,修改日历,删除日历。【操作步骤】创建日历:点击菜单栏上的“创建日历”按钮,系统弹出如下界面。在『创建工作日历』界面中输入终止日期、日历描述,设置好工作日规则后,点击“生成日历”,系统自动会按照你的要求生成工作日与休息日。用户还可以在此基础上通过按钮“”、“”来调整工作日与休息日。工艺路线:工艺路线用来表示企业产品的在企业的一个加工路线(加工顺序)和在各个工序中的标准工时定额情况。是一种计划管理文件不是企业的工艺文件,不能单纯的使用工艺部门的工艺卡来代替。工艺卡主要是用来指定工人在加工过程中的各种操作要求和工艺要求,而工艺路线则强调加工的顺序和工时定额情况,主要用来进行工序排产和车间成本统计。对工艺路线数据准确性的要求和物料清单一样,也应在98%以上,如果工序顺序错误,工时定额不准,必将直接影响MRP和CRP的运算结果,造成生产订单过早或过迟下达,或下达数量不准。如果一项作业出现在发到某部门的派工单上,而事实上该作业并不在该部门,或一项作业在该部门却不在发来的派工单上,工艺路线都可能是错误的根源。工艺路线错误还会引起工作中心负荷不均衡,在制品积压,物流不畅以及加工成本计算错误等问题。通过计算每周下达到车间的工艺路线数和每周工长反馈的错误路线数,可以测出工艺路线准确度。作用:用于能力需求计划的分析计算、平衡各工作中心的能力。用于BOM的有关物料的提前期。用于下达车间的作业计划。根据加工顺序和各种提前期进行车间作业安排;1.1.1应用方案1.所有自制件、委外加工件都要定义工艺路线。2.根据物料的属性在工艺BOM单中用不同的图形标示加以描叙。3.应该做工艺路线而未编制工艺路线的颜色预警功能。4.工艺路线可以参照创建。5.系统提供工艺期量标准的编辑功能。6.系统通过设置工序顺序实现并行工序的定义。7.在工序描叙中,每道工序都要定义工作中心、工时定额、加工时间(包括人工时间、机器时间、准备时间、等待时间等),还要描叙是否质检的定义,对于关键工序还要定义包括工装、模具在内的资源。8.工序编码就是系统默认的工艺顺序码,编码规则以10个号为一个单元,便于以后添加工序。9.支持不同工序定义不同的工时定额单价。10.材料定额就是将BOM清单物料在工艺路线中的各工序间的分配,工艺材料定额数量汇总后不能超过BOM单中的物料数量,但可以少于BOM单中的物料数量。系统提供物料定额在工序间的分配功能。11.同一产品可以有多个工艺路线,由于生产环境的变化(设备状态,人员变化),同一产品在不同时期制造工艺不同,每一工艺路线都有有效期的描述,在创建生产订单时,系统自动按批量和有效期来选择工艺路线。12.支持工作中心的资源配置,工作中心与成本中心的关系,工作中心达与工作日志配置。每一工作中心中对生产计划的执行起到决定作用的关键设备、工装、模具、夹具、工具、刀具等资源进行描叙,系统在排计划的时候将考虑相关因素的影响。13.支持工艺路线的创建、修改、删除、查询、支持工艺路线的参照创建,提高工作效率。14.支持工艺的质量、成本、批量、外协等控制项的定义。15.质量检查标识:标记一工序完工后是否要进行质量检查,如果标识为质检,则加工人员加工后(完工报检)则要启用质量检查模块。只有合格品才流入下工序或入仓库。16.外协标识:标识为委外加工的工序,则要进一步说明加工商以及加工的单位成本和成本要素。有委托加工标识的工序在生产订下达时系统自动创建委托加工单。17.支持多种规则的材料定额自动计算。18.自动生成分产品、分工序的工时定额汇总表以及不分产品、分工序的工时定额汇总表,为管理决策服务。19.自动生成分产品、分工序的材料消耗定额明细表。20.支持工序物料清单的导入管理。21.根据产品和工序,针对设备确定刀具消耗定额,操作者领用刀具后,按期与定额进行比较分析,并进行超定额考核,有效地控制刀具的用量。创建工艺路线:在左的产品结构树中选择要对其添加工艺的BOM单。在菜单“编辑”中选择“创建”或在工具栏中直接点击“创建”即弹出新增工艺路线的窗口:排程:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 xfuture
xfuture
本文标题:ERP使用教程3
链接地址:https://www.777doc.com/doc-2872149 .html