您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控编程在高速加工中的应用数控编程在高速加工中的应...
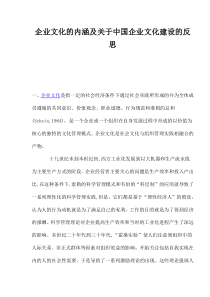
数控编程在高速加工中的应用数控编程在高速加工中的应用数控编程在高速加工中的应用数控编程在高速加工中的应用TheapplicationofNCprogrammingontheHSM思美创(北京)科技有限公司技术总监栾合俊摘要摘要摘要摘要:本文阐述了高速加工的概念,影响高速加工的几大因素,高速加工中各个环节的注意事项,高速加工在实际生产中的重要作用,重点阐述数控编程在高速加工中的应用。以供关注高速加工工艺、技术的相关人员参考。Abstract:ThearticledescribestheconceptandinfluencingfactorsofHighSpeedMachiningoperation,withspecialattentiontotheapplicationofNCprogrammingontheHSM.一、概述一、概述一、概述一、概述高速加工的概念:高速加工(HSM或HSC)是二十世纪九十年代迅速走向实际应用的先进的加工技术。通常是指高的主轴转速(10,000-100,000r/min)、高的进给/快移速度(可达40m-180m/min)下的铣削加工。国际上广泛应用于航空航天制造业、模具制造业、汽车零部件加工、精密零件加工。具体作用:解决新材料的加工问题,适应表面质量高、精度高、形状复杂的3D曲面加工,减少和避免费时、费钱的电火花加工,解决薄壁零件的加工问题,高速复合加工还可以减少搬运次数、装夹次数,避免重复定位带来的加工误差等。既提高了加工质量,又提高了加工效率。图1:薄壁件加工实例高速铣削一般采用高的铣削速度,适当的进给量,小的径向和轴向切削深度,即切削体积。由于在切削时大量的切削热被切屑带走,工件表面温度较低。而且随着铣削速度的提高,切削力略有下降,表面质量提高,加工生产率也随之提高。由于高速铣削的的上述特点,高速铣削工艺相对常规加工具有很多优点:�提高生产率�改善工件的加工精度和表面质量�实现整体结构零件的加工�有利于使用较小的刀具加工�有利于加工薄壁零件和高强度、高硬度脆性材料由于上述优点,综合效率提高、质量提高、工序简化,尽管机床投资和刀具投资以及维护费用增加,但高速铣削工艺的综合效益仍有显著提高。高速铣削是一项复杂的系统工程技术,是机床、刀具、刀柄结构、加工工艺技术、控制系统、CAD/CAM软件等多种因素综合作用的结果。与传统加工工艺技术相比,对其中的每一项指标都有较高要求。高速机床是实现高速加工的前提和基础。符合高速加工要求的机床应具备的必要条件有:高的主轴转速(10000~20000r/min越来越普及,100000~200000r/min的高速主轴正在研制开发中)、高速和高加(减)速的切削进给机构(进给/快移速度可达40~180m/min,加速度现多为1g~2g)、高速CNC控制系统(加减预差补,前馈控制,精确矢量补偿,最佳拐角减速等)、高速切削机床的安全防护与实时监控系统。对刀具而言,高速铣削必须具备安全性和高的耐磨度。从而要从以下几个方面考虑:刀具材料,刀具结构,刀杆结构,刀具的动平衡等。除了机床、刀具等硬件满足高速加工的前提和基础,高速加工对数控编程也提出了与普通加工更高的要求。本篇重点阐述CAD/CAM软件在高速加工中的应用。二、二、二、二、高速加工编程时主要关心的问题高速加工编程时主要关心的问题高速加工编程时主要关心的问题高速加工编程时主要关心的问题采用高速铣削加工编程的原则主要与数控伺服系统、加工材料,所用刀具等方面有关。使用CAM系统进行数控编程时,刀具选择、切削用量以及选择合适的加工参数可以根据具体情况设置外,加工方法的选择就成为高速加工数控编程的关键。如何选择合适的加工方法来较为合理、有效地进行高速加工的数控编程,需要考虑的问题主要与以下几个方面相关:1、由于高速加工中心具有前视或预览功能,在刀具需要进行急速转弯时,加工中心会提前进行预减速,在完成转弯后再提高运动速度。机床的这一功能主要是为了避免惯性冲击过大,从而导致惯性过切或损坏机床主轴而设置的。有些高速加工中心尽管没有这一功能也能较好地承受惯性冲击,但该情况对于机床的主轴也是不利的,会影响主轴等零件的寿命。在使用CAM进行数控编程时,要尽一切可能保证刀具运动轨迹的光光光光滑与平稳滑与平稳滑与平稳滑与平稳。2、由于高速加工中,刀具的运动速度很高,而高速加工中采用的刀具通常又很小,这就要求在加工过程中保持固定的刀具载荷,避免刀具过载刀具载荷,避免刀具过载刀具载荷,避免刀具过载刀具载荷,避免刀具过载。因为刀具载荷的均匀与否会直接影响刀具的寿命、对机床主轴等也有直接影响,在刀具载荷过大的情况下还会导致断刀。图2:曲面3维等步距加工示意图3、采用更加安全和有效的加工方法与迅速进行安全检查校验与分析。举例如下:•刀柄、夹头干涉检查刀柄、夹头干涉检查刀柄、夹头干涉检查刀柄、夹头干涉检查,,,,保证刀路轨迹的安全保证刀路轨迹的安全保证刀路轨迹的安全保证刀路轨迹的安全•RERERERE----EXECUTIONWILLBEDUETOPROCEDUREBEINGSUSPENDEDEXECUTIONWILLBEDUETOPROCEDUREBEINGSUSPENDEDEXECUTIONWILLBEDUETOPROCEDUREBEINGSUSPENDEDEXECUTIONWILLBEDUETOPROCEDUREBEINGSUSPENDED•*PROCEDUREEXEC*PROCEDUREEXEC*PROCEDUREEXEC*PROCEDUREEXECUTIONSTARTTIME:08/10/2004.13:59:30UTIONSTARTTIME:08/10/2004.13:59:30UTIONSTARTTIME:08/10/2004.13:59:30UTIONSTARTTIME:08/10/2004.13:59:30•*SeeSet:NCSpecialApprox.Faces*SeeSet:NCSpecialApprox.Faces*SeeSet:NCSpecialApprox.Faces*SeeSet:NCSpecialApprox.Faces•*========================================*========================================*========================================*========================================•*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=----65.30Y=2.20Z=20.0065.30Y=2.20Z=20.0065.30Y=2.20Z=20.0065.30Y=2.20Z=20.00•*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=----33.64Y=56.20Z=15.0033.64Y=56.20Z=15.0033.64Y=56.20Z=15.0033.64Y=56.20Z=15.00•*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=----38.17Y=56.20Z38.17Y=56.20Z38.17Y=56.20Z38.17Y=56.20Z=10.00=10.00=10.00=10.00•*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=*ENTRYPOINT:X=----38.23Y=56.20Z=5.0038.23Y=56.20Z=5.0038.23Y=56.20Z=5.0038.23Y=56.20Z=5.00•*ENTRYPOINT:X=0.00008Y=*ENTRYPOINT:X=0.00008Y=*ENTRYPOINT:X=0.00008Y=*ENTRYPOINT:X=0.00008Y=----51.80Z=0.0000051.80Z=0.0000051.80Z=0.0000051.80Z=0.00000曲面曲面曲面曲面3d等步距加工,保证载荷恒定等步距加工,保证载荷恒定等步距加工,保证载荷恒定等步距加工,保证载荷恒定•*PROC.OPTIMIZATIONSTARTTIME:08/10/2004.13:59:31*PROC.OPTIMIZATIONSTARTTIME:08/10/2004.13:59:31*PROC.OPTIMIZATIONSTARTTIME:08/10/2004.13:59:31*PROC.OPTIMIZATIONSTARTTIME:08/10/2004.13:59:31•*THECURRENTSETOFHOLDERSGOUGESTHESTOCK*THECURRENTSETOFHOLDERSGOUGESTHESTOCK*THECURRENTSETOFHOLDERSGOUGESTHESTOCK*THECURRENTSETOFHOLDERSGOUGESTHESTOCK•*HOLDER1SHOULDBERAISEDTO34.88ABOVE*HOLDER1SHOULDBERAISEDTO34.88ABOVE*HOLDER1SHOULDBERAISEDTO34.88ABOVE*HOLDER1SHOULDBERAISEDTO34.88ABOVETHECUTTERTIPTHECUTTERTIPTHECUTTERTIPTHECUTTERTIP•(刀柄(刀柄(刀柄(刀柄1111应高出刀尖应高出刀尖应高出刀尖应高出刀尖34.88mm34.88mm34.88mm34.88mm))))•*EXISTINGCUTTERSSCANNOTAVOIDGOUGING*EXISTINGCUTTERSSCANNOTAVOIDGOUGING*EXISTINGCUTTERSSCANNOTAVOIDGOUGING*EXISTINGCUTTERSSCANNOTAVOIDGOUGING•(当前刀具无法避免干涉)(当前刀具无法避免干涉)(当前刀具无法避免干涉)(当前刀具无法避免干涉)•*PROC.OPTIMIZATIONENDTIME:08/10/2004.13:59:41*PROC.OPTIMIZATIONENDTIME:08/10/2004.13:59:41*PROC.OPTIMIZATIONENDTIME:08/10/2004.13:59:41*PROC.OPTIMIZATIONENDTIME:08/10/2004.13:59:41•*PROCEDUREEXECUTIONENDTIME:08/10/2004.13:59:41*PROCEDUREEXECUTIONENDTIME:08/10/2004.13:59:41*PROCEDUREEXECUTIONENDTIME:08/10/2004.13:59:41*PROCEDUREEXECUTIONENDTIME:08/10/2004.13:59:41三、三、三、三、高速加工编程采用的编程策略高速加工编程采用的编程策略高速加工编程采用的编程策略高速加工编程采用的编程策略1111、、、、采用光滑的进、退刀方式。采用光滑的进、退刀方式。采用光滑的进、退刀方式。采用光滑的进、退刀方式。在Cimatron系统中,有多种多样的进、退刀方式,如在走轮廓时,有轮廓的法向进、退刀,轮廓的切向进、退刀和相邻轮廓的角分线进、退刀等。针对高速加工时应尽量采用轮廓的切向进、退刀方式以保证刀路轨迹的平滑。在对曲面进行加工时,刀具可以是Z向垂直进、退刀,曲面法向的进、退刀,曲面正向与反向的进、退刀和斜向或螺旋式进、退刀等。在实际加工中,用户可以采用曲面的切向进刀或更好的螺旋式进刀。而且螺旋式进刀切入材料时,如果加工区域是上大下小,螺旋半径会随之减小以进刀到指定深度,有些CAM系统具有基于知识的加工,在检查刀具信息后发
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 fengyunmus
fengyunmus
本文标题:数控编程在高速加工中的应用数控编程在高速加工中的应...
链接地址:https://www.777doc.com/doc-287530 .html