您好,欢迎访问三七文档
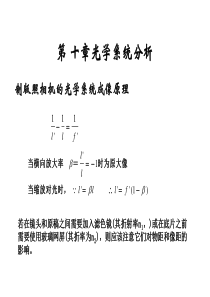
激光焊接实验报告白生文2011010462机械13班1激光焊接实验报告白生文2011010462机械13班1.实验目的1.了解激光焊接热导焊和深熔焊两种焊接模式的原理,特别要掌握激光深熔焊的原理。2.了解激光焊接工艺参数对焊缝成形的影响规律,利用实验方法获得焦点位置、激光功率和焊接速度等对激光焊接焊缝成形的影响规律。3.测定焦点位置对激光焊接熔化效率的影响曲线。2.实验原理激光焊接系统一般由激光器、光路传输、聚焦系统和工作台组成。常用的激光器有两种,一种是以CO2气体为工作物质的CO2激光器,可以输出10.6μm波长的连续或脉冲激光;另一种是以掺铷钇铝石榴石晶体为工作物质的固体激光器,简称YAG激光器,可以输出1.06μm波长的连续或脉冲激光。激光焊接有两种模式,一种是基于小孔效应的激光深熔焊,另外一种是基于热传导方式的激光热导焊。激光深熔焊的原理如下:当功率密度高于5×105𝑊/cm2的激光照射在金属材料表面时,材料产生蒸发并形成小孔。深熔焊过程产生的金属蒸汽和保护气体在激光作用下发生电离,从而在小孔内部和上方形成等离子体,这个充满金属蒸汽和等离子体的小孔就像一个黑体,入射激光进入小孔后经小孔壁的多次反射吸收后可达到90%以上的激光能量被小孔吸收,小孔周围的金属就是被小孔壁传递的能量所熔化。随着光束的移动,小孔前壁的液态金属被连续蒸发,小孔就以一种动态平衡的状态向前移动,包围小孔的熔融金属沿小孔周围向后流动,随后冷却并凝固形成焊缝。激光热导焊功率密度低于5×105𝑊/cm2,由于金属对激光的反射率较高,这种焊接方法获得的焊缝熔深很小。在激光焊接中,激光功率、焊接速度和焦点位置是影响焊缝的主要参数。可以用控制变量法逐个研究各因素对激光焊接焊缝成形的影响。3.实验内容1.学习并掌握激光深熔焊的原理,主要包括小孔的形成、等离子体的产生和对焊接过程的影响,以及激光深熔焊接的焊缝成形特征。2.利用固体激光器焊接低碳钢样品,焊后制备焊缝横断面的金相试样,用光学显微镜观察并记录不同焊接工艺条件下焊缝成形特点,测试焊缝熔深和焊缝宽度随焦点位置、激光功率和焊接速度的变化规律。3.测量焊缝断面面积,得到焦点位置对激光焊接熔化效率的影响。激光焊接实验报告白生文2011010462机械13班24.实验步骤及现象4.1实验步骤①准备低碳钢试样100mm×60mm×3mm若干块;②将工件装好,开启激光器,完成编程;③分组通过改变焦点位置、激光功率和焊接速度进行焊接,每组改变参数4到5次,记录实验现象。④取出试样并观察;⑤将试样切割,制备金相试样并在显微镜下测量焊缝宽度和熔深(为节省时间,金相试样在实验前已制备)。4.2实验现象经观察发现,随着焊接速度变慢和激光功率增加,钢板被熔透程度增加,另外焦点位置越接近钢板表面,钢板越容易被熔透。5.实验数据分析实验数据如表1,表2,表3,表4所示,V为焊接速度,f为焦点位置,P为激光功率。表1,𝐕=𝟏.𝟎𝐦/𝐦𝐢𝐧,𝐟=𝟎时不同激光功率下的熔深和熔宽编号12345678P/W3004005006007008009001000熔宽B/mm0.70.91.11.31.31.31.31.3熔深H/mm1.01.21.41.92.02.32.52.5表2,𝐏=𝟏𝟎𝟎𝟎𝐖,𝐟=𝟎时不同焊接速度下的熔深和熔宽编号12345678V/m/min0.51.01.52.03.04.05.06.0熔宽B/mm2.01.61.21.10.90.60.40.3熔深H/mm2.52.52.51.72.01.91.51.8表3,𝐏=𝟏𝟎𝟎𝟎𝐖,𝐕=𝟏.𝟓𝐦/𝐦𝐢𝐧时不同焦点位置下的熔深和熔宽编号12345678f/mm01234567熔宽B/mm0.31.11.21.31.31.31.51.4熔深H/mm2.52.52.52.12.01.41.21.0激光焊接实验报告白生文2011010462机械13班3表4,𝐏=𝟏𝟎𝟎𝟎𝐖,𝐕=𝟏.𝟓𝐦/𝐦𝐢𝐧时不同焦点位置下的熔深和熔宽编号12345678f/mm0-1-2-3-4-5-6-7熔宽B/mm1.31.00.90.80.91.01.11.4熔深H/mm2.52.52.32.02.01.71.31.1V=1.0m/min,f=0时熔深和熔宽随激光功率的变化如图1所示。200300400500600700800900100011000.81.01.21.41.61.82.02.22.42.6熔深、熔宽/mm功率P/W熔宽B/mm熔深H/mmV=1.0m/minf=0图1,熔深和熔宽随激光功率的变化曲线P=1000W,f=0时熔深和熔宽随焊接速度的变化如图2所示。01234560.20.40.60.81.01.21.41.61.82.02.22.42.6熔深、熔宽/mm焊接速度V/m/min熔宽B/mm熔深H/mmP=1000Wf=0图2,熔深和熔宽随焊接速度的变化曲线激光焊接实验报告白生文2011010462机械13班4V=1.5m/min,P=1000W时熔深和熔宽随焦点位置的变化如图3所示。-8-6-4-2024680.70.80.91.01.11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.6熔深、熔宽/mm焦点位置f/mm熔宽B/mm熔深H/mmV=1.5m/minP=1000W图3,熔深和熔宽随焦点位置的变化曲线由图3可以看出焦点位置f在0到2mm时熔深最大,熔宽也较大,焊缝质量较好,因此最佳的焦点位置是0到2mm。由图1可得随着激光功率增加,熔深和熔宽都增加。这是因为焊接速度和焦点位置不变时,随激光功率增加,熔池中单位时间内输入的热量增加,因而被熔化的金属也增加,表现为熔深和熔宽增加。同理,图2显示随焊接速度增加,熔深和熔宽减小。这是因为当激光功率和焦点位置不变时,随着焊接速度增加,整个焊接过程中输入的总热量减小,表现为熔深和熔宽减小。6.思考题1.激光焊接焊接中的主要参数包括哪些,分别是如何影响焊缝成形的?答:影响激光焊接的主要参数有激光功率、焊接速度和焦点位置。激光功率越大,熔深和熔宽越大;焊接速度越慢,熔深和熔宽越大;焦点位置越靠近金属材料上表面,熔深和熔宽越大,但这也不是绝对的,有时候焦点位置在金属材料上表面往上一点时,也能够得到较好的焊缝。2.激光焊接的主要特点是什么,相对传统焊接方法(如电弧焊),存在何种优势?激光焊接又存在哪些不足?答:相对传统焊接方法,激光焊接主要有以下特点:激光焊接功率密度高,可以熔化甚至气化任何材料,可进行局部的细微焊接;焊接过程中输入的线能量小,因此热影响区和热热变形均很小;焊接速度高,可以大大提高生产效率;光束容易传导,易实现焊接自动化。另外激光焊接也存在以下不足:焊接厚度有局限,适合薄材焊接;对焊接物品对接拼合有要求,缝隙越小越好;对焊接材料也有一定局限性,不锈钢最好焊接,但是像铜材、铝材,反光率高的产品就不适合;产品部件过大也不适合,因为工作平台有限,汽车可以采用机械手焊接,但是投资很大。3.如何测量或计算激光熔深焊的临界功率密度?答:固定焊接速度和焦点位置,改变激光功率在试样表面进行扫描焊接,然后采用读数显微激光焊接实验报告白生文2011010462机械13班5镜测量焊接深度,并绘制出焊接深度与激光功率的对应关系曲线,即可得出相应条件下激光深熔焊接的临界功率,然后对光斑内的功率密度分布进行诊断和分析,以确定激光深熔焊接的临界功率密度。高斯光束照射半无限体时材料蒸发的临界功率密度(光斑中心最高功率密度)可用下式计算:𝐼𝑤=√2𝜋𝜌0𝑐𝑘(𝑇𝑣−𝑇0)𝐴∙𝑟𝐹tan−1(√8𝑘𝑡/𝑟𝐹)式中𝜌0,𝑐,𝑘分别是材料的密度、比热和热扩散率;𝑇𝑣和𝑇0为材料的蒸发温度和初始温度;A为材料表面对激光的吸收率;𝑟𝐹为聚焦光斑半径;𝑡为激光作用时间。4.请谈谈对本实验的认识、感想和建议。答:之前专题训练做的就是激光熔覆,跟这个实验很类似。通过该实验对激光焊接有了更进一步的认识。对于该实验,我有以下几点建议:①在之前参观实验室或其他活动中,激光焊接展柜的内容已经参观过好几次了,所以老师可以略过这部分内容,提高实验效率。②该实验涉及到得金相制备的过程被省去了,在材料加工系列实验中也没有该内容的训练,老师可以增加这部分的相关实验,让学生学会制样。我在做专题训练的时候就学过制样,但很多同学都不会制样。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 a3021296
a3021296
本文标题:激光焊接实验报告
链接地址:https://www.777doc.com/doc-2882472 .html