您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 市场营销 > PLC在文丘里烧嘴空气调节阀中的应用研究
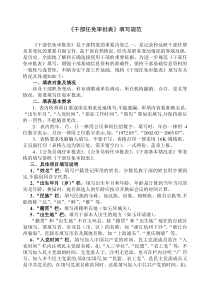
PLC在文丘里烧嘴空气调节阀中的应用研究刘海芳1张海荣2胡国林2蒋鉴华2(1.中原工学院能源与环境学院,河南,郑州450007;2.景德镇陶瓷学院,江西,景德镇333001)摘要介绍了梭式窑文丘里烧嘴的工作原理与控制特点,采用ACMY-S80型PLC实现文丘里烧嘴空气调节阀的自动控制,该系统解决了文丘里烧嘴操作复杂的缺点,且实现简单,可靠性好。给出了系统的硬件组成和软件设计,其中包括PLC选型、I/O地址分配、I/0端子接线、程序设计和控制原理。实验表明:用PLC来自动控制文丘里烧嘴的一次空气量是可行的。关键词:可编程序控制器;梭式窑;文丘里烧嘴;空气调节阀AbstractTheautomaticcontrolsystemoftheWenqiuliburnerwasintroducedinthepaper,whichbasedonthecoreoftheACMY-S80PLC,accordingtotheworkingprinciplesofWenqiuliburnerandit’scontrolcharacteristics.Thecontrolsystem,whichiseasilyrealized,goodinreliabilityandalsosolvedtheproblemoftheoperationoftheWenqiuliburner,Thehardwarestructureandamethodofsoftwaredesignweregiven,includingtheselectnessofPLC、thedistributionoftheI/Oaddress、theconnectionI/O、theprogramdesignandthecontrolprinciple.Theexperimentsindicated:itisfeasibletoautocontroltheprimaryamountofcombustionairsupplywiththePLC.Keywords:PLC;shuttle;Wenqiuliburner;airadjustor梭式窑是陶瓷行业不可缺少的烧成设备。液化气梭式窑采用的文丘里烧嘴,即用文丘里管原理制成的烧嘴。迄今为止,文丘里烧嘴空气调节阀基本上都是手动操作,操作者凭借肉眼观察及简单的仪表显示,依据经验进行操作管理,从而对烧成管理无序或其它问题,使得产品合格率低,产品质量缺陷多,能耗较高及人工费用的增大[1],因此对自动化程度的要求很迫切。本系统采用PLC控制,避免了繁琐的人工操作。实际结果表明,它能很好的满足文丘里烧嘴空气调节阀的控制要求。PLC(ProgrammableLogicalControl)即可编程逻辑控制器,是以微处理器为基础的新型工业控制装置,是将计算机技术应用于工业控制领域的崭新产品[2]。它采用由大规模集成电路构成的微处理器和存储器来组成逻辑部分。PLC的制造厂家对微处理器进行了软硬件开发,为用户提供了许多适用于电气控制的逻辑部件(继电器、定时器、计数器、移位寄存器、触发器和寄存器等),同时也提供了描述这些逻辑部件的符号和语句,即编程语言。PLC通过编程器控制程序,即将PLC内部的各种逻辑部件按照工艺进行组合以达到一定的逻辑功能。PLC将输入信息采入PLC内部,执行逻辑部件组合后达到的逻辑功能,最后输出达到控制要求。1文丘里烧嘴结构及工作原理文丘里烧嘴主要组成部分是喷射器,喷射器是利用从喷嘴喷出的高速流体,吸引并带动基金项目:江西省教育厅重点资助科研项目,赣教计字[2000]254号作者简介:刘海芳(1977-),女,讲师,硕士研究生,e-mail:lllhhhfff@sina.com另一种流体流动的装置[3]。在喷射器中高速流体(称喷射流体)将能量传递给静止或低速流体(称被喷射流体),使其能量提高,以达到输送或混合流体的目的。其结构如图4-1所示:1.空气调节阀2.液化气喷嘴3.空气吸入口4.混合管5.扩张管6.喷头图4-1文丘里烧嘴结构示意图文丘里烧嘴工作原理为气瓶中的液化石油气,经减压后直接与喷嘴2相联,燃烧所需的空气从烧嘴的吸风口3吸入,并在混合管4中与燃气充分混合后,经5、6喷入窑内燃烧。这种烧嘴燃烧完全,不需要专门的空气供给设备,简化了窑炉的燃烧系统。对于近几年引进的文丘里烧嘴,虽然可按比例同时供给燃气与助燃空气,但是在调节气氛的过程中,要手动对空气调节阀进行调节,以保持窑内需要的空气系数,大大增加了窑炉工劳动强度,给整个窑炉的控制带来了不便。2文丘里烧嘴的改装及控制要求景德镇陶瓷学院热工系实验室建造有0.1M3高温燃气梭式窑,该窑窑底每侧设有两支对称排列的文丘里烧嘴,该梭式窑文丘里烧嘴的空气调节阀原来用手动操作,稳定性和可靠性较差,耗能较高,从而使生产受到了很大的影响。我们对该烧嘴空气调节阀进行改装,采用较为先进的PLC控制。其改装后的文丘里烧嘴示意图如图2所示:图2文丘里烧嘴的改装图控制要求:(1)启动:为了使梭式窑点火成功,点火同时启动PLC使电动机正转23S,空气调节阀打开。(2)运行:按照窑内气氛的要求,在不同的温度点,PLC带动电动机正转或反转,使空气调节阀打开或关闭。(3)停止:当窑内温度达到烧结点,已经停火时,为了便于下一次烧窑的点火,应该将空气调节阀恢复到完全关闭状态。3PLC控制系统3.1PLC选型[4-5]按照控制要求,文丘里空气调节阀启动、正转(2次)、反转(1次)、复位和限位各需要一个按钮作为控制输入信号;电动机的正转(3次)和反转(2次)由一套交流接触器直接控制,需要PLC提供5路控制输出信号。因此,文丘里空气调节阀控制系统共需要6个输入信号,5个输出信号,只要用小型PLC就足够了。根据I/O点数够用和经济原则,从控制功能要求上来看,没什么特殊要求,只要有基本功能的PLC就可以。因此选用了上海香岛机电公司的ACMY一S80型PLC。ACMY一S80基本单元是一个具有40个I/O点的可独立工作的系统,它包括24个输人点,16个输出点以及工作状态指示灯,并带有一个编程器插座和一个RS一232接口插座。RS一232接口插座同时也可兼容作I/O扩展插座,可扩展到120点。ACMY-S80除实现逻辑控制、定时、计数、移位等基本功能外,还能实现数据运算、高速计数A/D转换,RS一232通信。ACMY一S80可通过编程器,用编程语言编程,也可用S80软件在IBM—PC微机上用梯形图编程、调试、打印以及贮存。3.2PLC输入/输出端子接线图[6]PLC输入/输出端子接线图如图3所示,图3中,SB为启动按钮,ZA1、ZA2为正转按钮,FA为反转按钮,FW为复位按钮,XW为限位开关。输入点分配1001:启动开关;1002:电机正转开关;1003:电机正转开关;1004:电机反正开关;1005:复位按钮开关;1006:限位开关。输出点分配2001:空气调节阀正转控制,梭式窑点火,首先点两个;2002:空气调节阀正转控制,增大升温速率;2003:空气调节阀正转控制,点其他两个烧嘴;2004:空气调节阀反转控制,进入强还原状态;2005:空气调节阀反转控制,空气调节阀复位。图3PLC的I/O点分配图4.程序设计及控制原理4.1程序设计实现PLC控制的重要步骤之一是绘制继电器电路的梯形图。按照该梭式窑手动操作的正常工况进行的测试结果和烧嘴的工艺和控制要求,结合本系统的I/O点分配,就可绘出由PLC控制的梯形图,如图4所示:图4PLC梯形图4.2空气调节阀控制原理4.2.1启动控制接通PLC电源,按下SB,接通PLC内部继电器1001,由输出点2001输出,电动机正转,控制空气调节阀正转,延时23s后停止输出,点火启动操作完成(仅交叉点燃两个烧嘴)。4.2.2运行控制交叉点燃两个烧嘴后,窑炉进入排湿、升温阶段,。当窑炉温度到达580℃时,排湿过程结束,要加大窑炉的升温速度,要在加大液化气气量的同时加大进气量,用XMT-101(A)温度调节仪来触发正转按钮ZA1,接通PLC内部继电器1002,由输出点2002输出,电动机正转,控制空气调节阀正转,延时3s后停止输出,达到升温的目的。当窑内温度达到800℃时,点燃另外两个烧嘴,用XMT-101(B)温度调节仪来触发正转按钮ZA2,接通PLC内部继电器1003,由输出点2003输出,电动机正转,控制空气调节阀正转,延时26s后停止输出,此后窑内温度继续上升。当窑内温度达到1040℃时,进入强还原气氛,此时要减少空气进气量,用XMT-101(C)温度调节仪来触发反转按钮FA,接通PLC内部继电器1004,由输出点2004输出,电动机反转,控制空气调节阀反转,延时6s后停止输出。窑内温度继续升高,进行强还原气氛烧成。4.2.3停止控制当窑内温度达到烧结点时,进行停火,关液化气阀门。为了便于下次烧窑的点火,应将空气调节阀恢复到完全关闭状态,此时启动复位开关FW,接通PLC内部继电器1005,由输出点2005输出,使空气调节阀反转(关闭),直到接触到烧嘴空气吸入孔边缘的限位开关XW时,接通PLC内部继电器1006,空气调节阀停止反转,此时空气调节阀完全关闭,整个烧嘴自动控制操作结束。4.3PLC的调试与安装采用编程器对PLC进行模拟调试,先检查程序是否有误,再用模拟开关代替原电路中的输入器件,反复检查程序能否满足现场实际控制的要求,确认完全正确后,才能把PLC拿到窑炉现场进行连线,通电试运行成功,圆满完成任务。5结束语采用PLC来控制文丘里烧嘴空气调节阀后,利用PLC完善的功能,大大提高了系统的自动化程度;现场安装和维修都很方便,只要把提供输入信号按钮、复位开关、限位开关元件与PLC的输入接口相连,把功率输出元件(电动机)与PLC的输出接口相连,就安装完毕,修理检查时也一目了然;PLC能够适应高温度、高粉尘的工作条件,不受恶劣环境的影响。参考文献:[1]刘志国.梭式窑烧成全自动控制装置[J].佛山陶瓷.2001.9-35[2]张凤珊.电气控制及可编程控制器[M].北京:中国轻工业出版社.2001[3]孙晋涛.硅酸盐工业热工基础[M].湖北:武汉工业大学出版社.1999.55[4]管力明.PLC在硅藻土过滤机上的应用[J].机电工程.2004.21(7):11-14[5]云鹏刚.PLC在电厂输煤自控系统中的应用[J].中国自动化信息网.2005(3):14[6]邓则名.电器与可编程控制器应用技术[M].北京机械工业出版社.2001
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码









 kiddyhao
kiddyhao
本文标题:PLC在文丘里烧嘴空气调节阀中的应用研究
链接地址:https://www.777doc.com/doc-2887179 .html