您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控车床VT-20加工L CAR转向机阀壳的特点
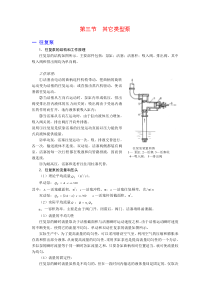
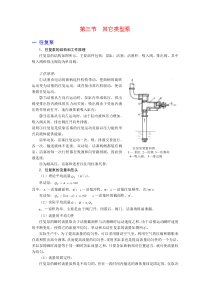
1论文题目:数控车床VT-20加工LCAR转向机阀壳的特点摘要文章主要通过本人在上海华迅汽车配件有限公司实习时对数控机床VT—20实际操作,以及其在加工LCAR转向机阀壳时总结出的一些特点,对其进行简单概要的论述,在这一过程中我对数控机床的操作有了更深一层次的了解和认识。我们都知道数控机床以其精度高、效率高、工序集中、能适应小批量多品种复杂零件的加工等优点,在机械加工中得到日益广泛的应用。精度高:工件公差范围在2丝以内。效率高:正常频率下一个工件的加工时间约为3分钟。适应力强:能在三小时内更换产品,并加工出符合要求的成品。复杂零件:在做内孔加工对同轴度,倒角等均有较高的要求时,能满足图纸需要。工序集中:能在一台加工中心上完成钻,铰,铣等多步工序。本文将根据上述这些数控加工的特点及其在实际加工中运用结合我在实际操作中遇到的一些问题及解决办法,以及FUNC数控系统的一些常用指令等做一些简单,肤浅的介绍和论述。关键词:精度,效率2ABSTRACTThearticlemainlythroughmyselfpractiseswhentheShanghaiHuaxunautomobilecompanytothenumericalcontrolenginebedVT-20actualoperations,somecharacteristicswhichbyanditswhenprocessesLCARsteeringunitvalveshellsummarizes,carriesonthesimpleoutlinetoittheelaboration,Ihadthedeeperlevelunderstandingandtheunderstandinginthisprocesstothenumericalcontrolenginebedoperation.Weallknewthenumericalcontrolenginebedbyitsprecisionhigh,theefficiencyishigh,theworkingprocedurecentralism,canadaptsmallbatchmulti-varietiescomplexcomponentsmeritandsoonprocessing,obtainsdaybydaythewidespreadapplicationinthemachine-finishing.Precisionhigh:Workpiecetolerancezonein2.Efficiencyhigh:Thenormalfrequencynextworkpieceprocessperiodapproximatelyis3minutes.Suitablestressstrong:Canreplacetheproductinthreehours,andprocessesconformstotherequestendproduct.Complexcomponents:Whenmakingtheholeprocessingtotheproperalignment,thebeveledgeandsoonhasahigherrequest,canmeettheblueprintneeds.Workingprocedurecentralized:Cancompleteinaprocessingcenterdrills,articulation,millandsoonmanystepsofworkingprocedures.Thisarticlewillactaccordingtoabovethesenumericalcontrolprocessingsthecharacteristicanditsutilizesintheactualprocessingunifiesmesomequestionsandsolutionwhichwillmeetintheactualoperation,aswellasFUNCnumericalcontrolsystemsomecommonlyusedinstructionsandsoonwilldosomearesimple,superficialintroductionandelaboration.Keywords:Precisionefficiency3前言本文是作者在上海华迅汽车配件有限公司实习期间,通过对数控机床VT—20的实际操作,并结合在大学课程中所学到的知识,对数控机床的整体,局部,以及在加工中夹具和工件毛坯的配套选择,程序编写,对刀加工,换刀等实际操作问题进行肤浅的分析及论述。上海华迅汽车配件有限公司为上汽集团采埃孚转向机有限公司的下属企业,公司主要是为上海大众及上海通用的各个系列车型,一汽马自达6,一汽奥迪A4、A6等车型生产转向机阀壳、壳体、钢筒等转向机配套系列产品,在同行中向来有着良好的口碑。文章一共分为5章,通过第一章简述对数控机床起源及发展历程,让读者对数控机床有个初步的认识,然后笔者通过第二章对自身实习时操作的机床VT—20的介绍引出文章的重点:第三章数控程序的编写及第四章实际加工中出现的主要问题及解决办法的论述,让读者对实际加工中的数控机床得到进一步的了解和认识。我们都知道数控机床以其加工精度高,加工稳定可靠,高柔性等特性已经受到越来越多的企业的欢迎,在先进制造业不断发展的今天,数控机床在制造业中发挥的优势及重要性正在不断提高,中国的神州系列飞船,以及此次两会中建造中国自己的大飞机的决议,都缺少不了数控机床,所以在今后的很长一段时间中,数控技术还将得到很大的发展,我相信在不久的将来我们自己的数控技术也将赶上德国,日本等先进国家,在世界的数控设备市场上占有一席之地。4第一章数控机床的起源在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。从此,传统机床产生了质的变化。近半个世纪以来,数控系统经历了两个阶段和六代的发展。1.1数控(NC)阶段(1952~1970年)早期计算机的运算速度低,不能适应机床实时控制的要求。人们不得不采用数字逻辑电路搭成一台机床专用计算机作为数控系统,被称为硬件连接数控(HARD-WIREDNC),简称为数控(NC)。随着元器件的发展,这个阶段历经了三代,即1952年的第一代--电子管;1959年的第二代--晶体管;1965年的第三代--小规模集成电路。1.2计算机数控(CNC)阶段(1970年~现在)到1970年,通用小型计算机业已出现并成批生产。于是将它移植过来作为数控系统的核心部件,从此进入了计算机数控(CNC)阶段(把计算机前面应有的通用两个字省略了)。到1971年,美国INTEL公司在世界上第一次将计算机的两个最核心的部件--运算器和控制器,采用大规模集成电路技术集成在一块芯片上,称之为微处理器(MICROPROCESSOR),又可称为中央处理单元(简称CPU)。到1974年微处理器被应用于数控系统。这是因为小型计算机功能太强,控制一台机床能力有富裕(故当时曾用于控制多台机床,称之为群控),不如采用微处理器经济合理。而且当时的小型机可靠性也不理想。早期的微处理器速度和功能虽还不够高,但可以通过多处理器结构来解决。由于微处理器是通用计算机的核心部件,故仍称为计算机数控。到了1990年,PC机(个人计算机,国内习惯称微机)的性能已发展到很高的阶段,可以满足作为数控系统核心部件的要求。数控系统从此进入了基于PC的阶段。总之,计算机数控阶段也经历了三代。即1970年的第四代--小型计算机;1974年的第五代--微处理器和1990年的第六代--基于PC(国外称为PC-BASED)。还要指出的是,虽然国外早已改称为计算机数控(即CNC)了,而我国仍习惯称数控(NC)。所以我们日常讲的数控,实质上已是指计算机数控了。5第二章数控车床VT-20的介绍2.1VT—20的性能与布局在我实习的上海华迅汽车配件有限公司中大部分的数控机床用的都是由台中精机厂股份有限公司所生产的加工中心及数控车床,在我实习期间独立操作的便是以下型号的数控车床VTPLUS-20其所用的系统为FUNCCNC,它的每一STEP的处理速度约是0系列的40倍。主要性能参数:(未标注为单位mm)图1—1VT—20内部结构简图图1—2VT—20的外观示意图标准切削直径188最大切削直径220主轴转速3500rpm标准外径刀尺寸25标准内径刀尺寸40主轴马达7.5/9kw伺服马达X/Z1.4/2.8hp占地面积2152*15606如图1—11—2我们可以简单了解数控车床VT|—20的基本构造,外形和各部件的基本用途及它们在机床上的所处位置。2.2VT—20的操作面板图1—3VT—20操作板示意图VT—20主要操作键的功能如下:程序保护装置:防止操作人员误删程序或改刀补,造成加工事故。紧急停车开关:在紧急突发情况下,关闭机床总电源。手动刀架操作按钮:在手动操作模式下,在X,Z方向运动刀架。主操作面板:程序输入,修改,刀具半径补偿,程序模拟等用途。切削进给率:在程序设定的基础上手动调整切削进给率。主轴转速率:在程序设定的基础上手动调整主轴转速。机床电源副开关:在主电源的基础上第二道电源开关。机床模式选择:选择循环加工,手动模式等模式的选择。在本章的结尾我们应该了解普通CNC数控系统的一般结构框图如下:7第三章数控程序的编写第一节.LCAR工件简介首先让我们来了解下LCAR工件的用途,LCAR系列转向机阀壳主要运用在别克凯越系列车型,它是由转向机阀壳,壳体,钢筒等一系列的部件装配而成,在此我们先来直观的看下LCAR转向机阀壳毛坯及成品示意图:2—1—1LCAT平面示意2—1—2LCAR已加工及主要尺寸示意图82—1—3LCAR已加工立体示意图根据上面的三幅图,我们可以直观的了解到LCAR阀壳由毛坯件到成品件的差异,在下文中我将为你讲述LCAR阀壳夹具的选择,对刀,程序编写等一系列加工过程。9第二节.夹具的选择3.2.1数控加工零件的安装与夹具选择的基本原则(1)定位安装的基本原则在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:1.力求设计、工艺和编程计算的基准统一。2.尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。3.避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。(2)选择夹具的基本原则数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。此外,还要考虑以下几点:1.当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。2.在成批生产时才考虑采用专用夹具,并力求结构简单。3.零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。4.夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。3.2.2LCAR专业夹具图3—2—1LCAR夹具示意图10图3—2—2LCAR夹具与工件夹装示意图此夹具为专业气动夹具,机床设脚踏板(见图1—2)左为松开右为夹紧,安装时保持夹具处于松开状态,将LCAR工件如图3—2—2所示装入夹具中,工件与夹具的定位靠脚靠紧,然后踩下夹紧踏板,夹具便会自动夹紧,操作简便,速度快,只要工件安装方向正确且已经夹紧,就能精确定位,机床就可以马上投入生产和加工,大大提高了生产效率,也节省了重复定位所花费的时间和可能产生的误差。第三节.程序编写下面就让我们来看下具体的程序:T1000G50S2500N1G00G97S1800T1004M04/M08G00X33Z25G01Z0.8F1G01X86F0.3G00Z3G00X3311G00Z0.1G01X86F0.25G00X36X1G01Z-51.5F0.25G01X27G01Z-65.7G01X25.6G01Z-73G01X25.5G01Z-65
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 hesl8899
hesl8899
本文标题:数控车床VT-20加工L CAR转向机阀壳的特点
链接地址:https://www.777doc.com/doc-288861 .html