您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 436550ZHOUHOUJIN646387277传动轴的设计
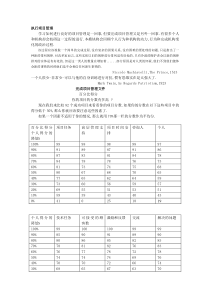
一概述传动轴的设计,各段轴要求有不同的粗糙度和工艺要求,见附图。1零件的作用轴是组成机器零件的主要零件之一。一切做回转运动的传动零件(例如:齿轮,蜗轮等)都必须安装在轴上才能进行运动及动力的传递。因此,轴的主要功用是支撑回转零件和传递运动和动力。按照承受载荷的不同,轴可以分为转轴,心轴,和传动轴三类。工作中,既承受弯矩又承受扭矩的轴称为转轴。这类轴在各种机器中最为常见。只承受弯矩而不承受扭矩的轴称为心轴。心轴又分为转动心轴和固定心轴两种。只能承受扭矩而不承受弯矩的轴叫传动轴。题目所给的零件就是传动轴,我们所设计的是传动轴I。2零件的工艺分析零件的材料为45钢,45钢广泛用于机械制造,这种钢的机械性能很好。但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45钢优越的机械性能,常将45钢表面渗碳淬火,这样就能得到需要的表面硬度。3零件表面加工方法的选择本零件的加工面有外圆,内孔,端面,小孔等,材料为45钢。根据参考手册相关资料得下表:外圆表面加工方案加工方案经济加工精度等级(IT)表面粗糙度Ra/μm孔加工方案二加工方案的选择1方案一工序I铣轴的两端面,打中心孔工序II粗车外圆大小端各外径工序III钻孔工序IV半精车,倒角工序V精车,切退刀槽工序VI车螺纹工序VII攻螺纹工序VIII铣键槽工序IX磨削2方案二工序I铣轴的两端面,打中心孔工序II粗车外圆大小端各外径粗车11~1250~12.5半精车8~106.3~3.2精车6~71.6~0.8磨削6~70.8~0.4加工方案经济加工精度等级(IT)表面粗糙度Ra钻11~1212.5扩1112.5~6.3工序III钻孔工序IV半精车,倒角工序V精车,切退刀槽工序VI调质工序VII车螺纹工序VIII攻螺纹工序IX铣键槽工序X去毛刺工序XI磨削两个方案的比较方案一九道工序与方案二相比没有调质和去毛刺,而调质和去毛刺在加工中有着重要的作用,淬火加回火叫调质处理,淬火时将工件加热到临界温度以上,然后通过介质迅速冷却,回火时根据工件要求的硬度不同将工件加热到临界温度以下某个温度进行回火。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。经热处理后,表面可以获得很高的硬度,芯部硬度低,耐冲击。毛刺是冲裁后冲件断面边缘锋利的凸起。经过去毛刺处理后会使零件表面的精度大大提高。综上所述,方案二要优于方案一,所以,本次设计我选择方案二。本设计的加工方法如下:1两端面:公差等级IT12,表面粗糙度Ra12.5μm,需进行铣削加工。2由于M16,M24要车削外螺纹,故轴要先粗车至φ16,φ24,公差等级IT12,表面粗糙度为Ra12.5μm,需要进行粗加工。3φ20外圆表面:公差等级IT7,表面粗糙度为Ra1.6μm,需进行半精车,精车或磨削加工。4φ25外圆表面:公差等级IT6,表面粗糙度为Ra0.8μm,需进行半精车,精车或磨削加工。5φ30外圆表面:公差等级IT12,表面粗糙度为Ra12.5μm,需要进行粗车加工。6φ47外圆表面:公差等级IT12,表面粗糙度为Ra12.5μm,需要进行粗加工。7φ40外圆表面:公差等级IT6,表面粗糙度为Ra0.8μm,需要进行精加工或磨削加工。8φ35外圆表面:公差等级IT12,表面粗糙度为Ra12.5μm,需要进行粗加工9φ30外圆表面:公差等级IT7,表面粗糙度为Ra1.6μm,需要进行精加工或磨削加工。三确定毛坯1确定毛坯种类:零件材料为45钢。考虑零件在机床运行过程中所承受的冲击不大,零件结构又比较简单,生产类型为大批量生产,故选择锻件毛坯。2确定锻件加工余量及形状:加工表面工序名称加工余量工序尺寸尺寸公差表面粗糙度(μm)M16粗车416Ra12.5μm粗车420Ra12.5μm粗车524Ra12.5μm毛坯29φ20精车0.520H7Ra1.6μm半精车0.920.5H9Ra6.3μm粗车3.521.4H12Ra12.5μm粗车4.124.9H12Ra12.5μm毛坯29φ25粗磨0.325H6Ra0.8μm精车0.525.3H7Ra1.6μm半精车0.925.8H9Ra6.3μm粗车2.326.7H12Ra12.5μm毛坯29φ30粗车330H12Ra12.5μm毛坯33φ47粗车347H12Ra12.5μm毛坯50φ40磨削0.340H7Ra0.8μm精车0.540.3H6Ra1.6μm半精车1.040.8H10Ra3.2μm粗车8.241.8H12Ra12.5μm毛坯50φ35粗车7;535H12Ra12.5μm毛坯50H12φ30精车0.730H6Ra1.6μm半精车0.930.7H10Ra3.2μm粗车2.431.6H12Ra12.5μm毛坯34φ24粗车524H12Ra12.5μm粗车529H12Ra12.5μm毛坯343绘制锻件毛坯图(见附图)四工艺规程设计1定位基准的选择(1)粗基准的选择:由于本传动轴全部表面均需加工,而轴的中心线作为精基准,应该选择该传动轴的一端面作为主要的定位粗基准。(2)精基准的选择:本零件是传动轴,孔是其设计基准亦是其装配基准和测量基准,为避免由于基准不重合而造成的误差且考虑到要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,应该选择传动轴的中心线以及粗加工后的端面为主要的定位精基准。2制定工艺路线根据零件的几何形状,尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下。可以考虑采用万能性机床配以专用工卡具,并且尽量使工序集中来提高生产率。除此之外,还应该考虑经济效果,以便使生产成本尽量下降。查〈机械制造工艺设计简明手册〉第20页表1.4-7,1.4-8,1.4-11,选择零件的加工方法,工艺路线方案,确定切削用量以及时间定额如下:加工条件:加工材料采用45钢,经调质处理后的锻件工序I铣轴的两端面,打中心孔机床:采用组合车床加专用夹具刀具:YG6硬质合金端铣刀粗铣M16,M24的两端面,,以M16小端面作为粗基准工序II粗车外圆大小端各外径机床:CA6140卧式车床,转速n=400r/min刀具:查〈〈简明手册〉〉选用YT6硬质合金外圆车刀,主偏角为90,后刀面最大磨损限度1.0~1.4,刀具寿命60min.切削速度vc=πdn/1000=3.14x47x400/1000=59.032m/min进给量:f=0.05mm/r进给速度:vf=fn=0.05x400=20mm/min加工工时:tm=L/vf①小端加工(以小端端面为基准)毛坯φ33段加工φ30(小端)从φ33切削至φ30,背吃刀量ap=1.5mm切削长度L=148mm加工工时tm=L/vf=7.4min毛坯φ29段加工φ25从φ29切削至φ26.7,背吃刀量ap=1.15mm;切削长度L=50mm;加工工时tm=L/vf=2.5min加工φ20从φ26.7切削至φ21.4,背吃刀量ap=2.65mm切削长度L=37mm加工工时tm=L/vf=1.35min加工φ16从φ21.4切削至φ16,背吃刀量ap=2.7mm切削长度L=22mm加工工时tm=L/vf=1.1min②大端加工(以大端端面为基准)毛坯φ50段加工φ47从φ50切削至φ47,背吃刀量ap=1.5mm切削长度L=103mm加工工时tm=L/vf=5.15min加工φ40从φ47切削至φ41.8,背吃刀量ap=2.6mm切削长度L=98mm加工工时tm=L/vf=4.9min加工φ35从φ41.8切削至φ35,背吃刀量ap=3.4mm切削长度L=82mm加工工时tm=L/vf=4.1min毛坯φ34段加工φ30从φ34切削至φ31.6,背吃刀量ap=1.2mm切削长度L=105mm加工工时tm=L/vf=5.25min加工φ24从φ31.6切削至φ24,背吃刀量ap=3.8mm切削长度L=35mm加工工时tm=L/vf=1.75min第二道工序所需工时Tm2=33.5min工序III钻孔机床:Z4006台式钻床主轴转速1450~5800r/min钻头:根据〈〈切削手册〉〉表2.1,2.5选择高速钢麻花钻钻头,粗钻时钻头采用双锥后磨横刀,后角12,钻头直径4mm①切削用量确定进给量:f=0.08~0.1mm/r修正系数为0.75修正后的进给量f=(0.08~0.1)x0.75=0.06~0.075mm/r按照强度小于800Mpa从〈〈切削手册〉〉查得f=0.08~0.1mm/r选f=0.07mm/r取n=2000r/min②计算加工工时得tm=L/nf=0.8928min③确定钻头磨损标准及寿命刀具后刀面最大磨损限度,查〈〈简明手册〉〉为0.6mm,寿命为45min,④扩孔至M10取ns=1000r/min,进给量f=0.5~0.6mm/r取f=0.5mm/r计算工时得:tm=L/nf=0.032min第三道工序所需工时Tm3=0.9248min工序IV半精车,倒角加工φ25从φ26.7切削至φ25.8,背吃刀量ap=0.45mm切削长度L=13mm加工工时tm=L/vf=0.05min加工φ20从φ21.4切削至φ20.5,背吃刀量ap=0.45mm切削长度L=15mm加工工时tm=L/vf=0.75min加工φ40从φ41.8切削至φ40.8,背吃刀量ap=0.5mm切削长度L=16mm加工工时tm=L/vf=0.8min加工φ30(大端)从φ31.6切削至φ30.7,背吃刀ap=0.45mm切削长度L=70mm加工工时tm=L/vf=3.5min车倒角车刀选用kr=45的直头通切车刀车45倒角第四道工序所需工时Tm4=5.7min工序V精车,切退刀槽加工φ25从φ25.8切削至φ25.3,背吃刀量ap=0.25mm切削长度L=13mm加工工时tm=L/vf=0.65min加工φ20从φ20.5切削至φ20,背吃刀量ap=0.25mm切削长度L=15mm加工工时tm=L/vf=0.75min加工φ40从φ40.8切削至φ40.3,背吃刀量ap=0.25mm切削长度L=16mm加工工时tm=L/vf=0.8min加工φ30从φ30.7切削至φ30,背吃刀量ap=0.35mm切削长度L=70mm加工工时tm=L/vf=3.5min切退刀槽取a=1.5和a=2的切槽刀进给量f为手动,查切削手册得v=0.17m/sn=0.5第五道工序所需工时Tm5=5.7min工序VI调质淬火加回火叫调质处理,淬火时将工件加热到临界温度以上,然后通过介质迅速冷却,回火时根据工件要求的硬度不同将工件加热到临界温度以下某个温度进行回火。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。经热处理后,表面可以获得很高的硬度,芯部硬度低,耐冲击。所以调质处理是不可或缺的一道重要工序。工序VII车螺纹机床:CA6140螺距P=1mmf=P=1mmL1=2~3pL2=2~5p=2~5mm计算工时车M16得tm1=(L+L1+L2)/nf=0.0675min车M24得tm2=(L+L1+L2)/nf=0.095min第七道工序所需工时Tm7=0.1625min工序VIII攻螺纹机床:Z525立式钻床攻螺纹M10刀具:丝锥M10螺距P=1mmf=P=1mm切削用量选为v=0.1m/s=6m/minn=272r/min计算工时得tm=L/nf=0.06min第八道工序所需工时Tm8=0.06min工序IX铣键槽机床:立式铣床X53T转速n=18r/
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 np路飞
np路飞
本文标题:436550ZHOUHOUJIN646387277传动轴的设计
链接地址:https://www.777doc.com/doc-2891537 .html