您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 8000T浮吊船体建造原则工艺
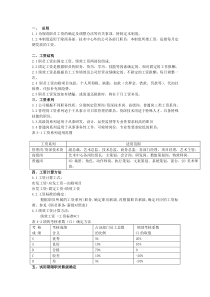
审定日期标检审核校对描校编制描打8000T浮吊船体建造原则工艺JH957S-919-09上海佳豪船舶工程设计有限公司标记数量修改单号签字日期总面积m2共页17第页1会签旧底图登记号底图登记号船体建造原则工艺第2页目录1、总则32、概述32.1主尺度42.2甲板层高42.3肋距、梁拱和脊弧43、船体材料及技术要求44、船体建造64.1建造方案和制造要求64.2精度管理94.3焊接工艺104.4船体分段制造125、下料和加工156、密性试验167、涂装168、船舶下水17船体建造原则工艺第3页1总则1.1本文件为8000T浮吊船船体建造施工原则指导性工艺文件。1.2本文依据《8000T浮吊合同—详细技术规范—[驳船部分]》的要求编写。1.3本船入韩国船级社(KR),KRS1—起重机驳船.IWS。1.4在船体建造中,除遵守本文件的要求外,还应同时满足KR规范要求、CSQS(2005)《中国造船质量标准》和CB/T3136—95《船体建造精度标准》、建造合同和设计图样中的有关规定和要求。2概述本船为非自航非旋转起重驳,线型为方艏方艉,舷侧底部为圆舭,艏艉船底呈雪撬型,无梁拱,无艏艉舷弧。艏部设有起重机支架,艉部为上层建筑,艉机舱。本船设有部分双层底,部分平台,两侧为箱形,主结构采用纵骨架式,由横向强框架支撑,主甲板为强力甲板。主甲板下设有7道水密横舱壁和4道前后贯穿连续纵舱壁将船体分割为多个水密舱室,压载水舱、淡水舱、饮水舱、污水舱、机舱、副机舱、锚链舱、液压泵站,燃油舱等,,详见总布置图。上层建筑甲板室采用横骨架式结构。船体建造原则工艺第4页2.1主尺度总长:172.0m垂线间长:170.0m型宽:67.0m型深:11.0m满载吃水:6.8m2.2甲板层高(中心线处)主甲板—A甲板3.0mA甲板—B甲板3.0mB甲板—C甲板3.0mC甲板—D甲板3.0m2.3肋距、梁拱、脊弧肋距与纵骨间距:全船肋骨间距2500.0m纵骨间距0.8、0.78m梁拱:主甲板—D甲板`0.0m脊弧:本船无脊弧3船体材料及技术要求3.1船体结构选用钢板、型材和铸锻件应满足KR规范要求并附有质量保证书。船体建造原则工艺第5页3.2主船体结构的板材、零件缺陷需在CSQS(2005)标准之内,超差缺陷的修补须应满足中国船舶行业标准(CB),或经船东和KR船级社同意。3.3本船材料的使用应符合规格书(或有关图纸要求)。当规格书(或有关图纸)中规定的任何一种材料无法及时获得,应征KR、船东和船厂互相同意的情况下使用适当的替代材料。3.4本船采用普通船用KR-A及KR-AH32、KR-DH32等高强度钢和不锈钢等。所用焊条、焊丝、焊剂及保护气体等焊接材料不仅应符合KR有关规定和经KR认可产品(并通过相应的试验验收),而且应与板材相匹配。起重机基座及周边结构、吊耳及周边结构等高强度钢应采用低氢型高强度焊接材料,其余部分按常规船舶要求进行。3.5钢板预处理表面预处理前,应先用溶剂或中性清洁剂擦净表面的油和油脂,如有需要应用清水洗表面,以期水溶性盐(氯化钠)残余含量达到≤50mg/m2的要求。板厚≥6mm的钢板和型材均应进行喷丸预处理。钢板粗糙度达到Sa2.5的标准,型材达到Sa2~2.5标准。如果喷丸不能实行,则可用喷砂除锈达到SISSa2.5标准。处理后应立即喷一层大约15μm厚的无机硅酸锌车间底漆,底漆应适合下道漆的喷涂。板厚6mm不进行喷丸处理,在喷涂底漆前可喷砂处理并达到St2~St3标准或酸洗。船体建造原则工艺第6页3.6工艺孔及其它3.6.1在建造过程中为了方便施工人员的进出,联络和通风等的需要可以开些临时性的工艺孔,这些工艺孔需经船东的认可,完工后补焊、磨平,并不应减弱结构强度和密性要求。3.6.2脚手架,吊耳以及它们的加强结构在不会给船舶正常作业带来不便的情况下可以根据所在位置和船东需求决定是否保留。3.6.3所有钢材、型钢的切口必须打磨光滑,避免锐边;焊接咬口、熔渣等须进行修补、打磨,所有钢构件自由边应光滑或平滑至圆角R0.5mm。所有开口和开孔应圆滑过渡。4船体建造4.1建造方案与制造要求根据本船结构特点,主船体分为左、右两舷侧及中左、中右四大块,左右两舷侧呈完整箱型结构并带一部分甲板,中间二大块呈“工”字形与“T”字形,机舱区域又有内底分段(分左右两个)。吊机机座及机座加强分在几个分段里制造。上层建筑;横向分成左右两个,纵向按板规分,分层吊装。4.1.1主甲板、外板大合拢板缝设置见分段划分图。(注:接缝处的板与结构如横梁、纵骨等为一刀切)4.1.2余量分布分段纵向对接余量:(1)定位分段两端正作不加放余量;(2)与定位分段相连(相向)一端加放余量,另一端正作不加放.船体建造原则工艺第7页分段横向对接余量:(1)舷侧分段向船中一端加放余量;(2)中间分段向外(左、右)不加放余量;(3)两中间分段之间右舷分段向船中加放余量。分段垂向对接余量:下面分段上口正作,上面分段下口加放余量。上层建筑下口加放余量。4.1.3外板、肋板、纵桁及横梁等零件实施数控下料切割划线。4.1.4曲型壳板加工,采用油压机作业,水火弯板加工(高强度钢板除外)。4.1.5拼板边缘坡口及直线加工采用刨边或半自动切割。4.1.6合拢区域所有纵向构件和板材对接缝,采用CO2单面衬垫焊,坡口形式参照焊接规格表。4.1.7分段的肋骨检验线(中间肋位或中间任取一肋位),水平检验线及中心线在分段完工应划出,并做出硬印记号。4.1.8电焊收缩补偿量:横向每纵骨间距之间加放0.5mm,纵向不加放。(以放样零件为准)4.1.9船台定位以106P为基准定位分段。4.1.10纵骨、纵桁材在分段的两端处留200~300mm距离暂时不焊,待两分段合拢接顺后再焊。4.1.11人孔盖在甲板、内底组件制作时装焊完毕。4.1.12壳板应将钢板炉批号、钢号、移植记录提交船东。4.1.13定位焊一律使用Φ3.2焊条,高强度钢板定位焊使用Φ3.2船体建造原则工艺第8页的低氢焊条进行焊接。4.1.14定位焊全部施焊在结构面,尽量减少外壳板表面及纵横壁板光面的马脚。4.1.15定位焊长度一般为≥40mm,定位焊间距为250—350mm,焊脚高度不得超过正式焊缝高度。4.1.16胎架严格按照图纸型值制作,并加放分段反变形,横向按2/1000(从中向左右加放)。4.1.17当结构与图纸矛盾时,应及时与技术部门联系,待处理方案确定后方可继续施工。4.1.18结构型线不光顺,不得贴外板,必须将结构型线调借光顺后施工。4.1.19分段装焊结束后必须对分段的主要尺寸,四角水平进行测量并记录报质管处复查备案,并将最终分段实际主尺度等数据提交船台合拢,同时对分段的基准肋位线,距中对合线号出,并做圆铳记号。4.1.20分段翻身吊耳,必须根据分段结构情况进行加强和防止分段与吊钢缆防磨措施,吊耳的安装角度应与起吊钢缆的角度一致,吊耳间距应控制在起吊钢缆夹角大于60度以上。4.1.21分段翻身后,四角处必须搁置坚固、要求分段水平将墩位垫实,或用钢性支撑加强牢固后报验认可、移交电焊。4.1.22分段吊装合拢之前,要求船体的装焊、火工矫正以及规定的涂装和预舾装工作必须全部结束,待分段验收后方可合拢。4.1.23船台散装零件应尽量贴装在分段内并定位焊牢。船体建造原则工艺第9页4.1.24上层建筑层高必须保持正公差,保证层高。4.1.25大合拢时,船体楞木必须敲紧,防止船体下滑及下沉,以保证船体建造精度。4.2精度管理:4.2.1基准线是放样、安装、精度控制,测量的基准,每个分段完整时必须号出:中心线、中肋位线、水线或直剖线印记。作为船台合拢和精度控制准线。4.2.2胎架底脚线(包括角尺线)划好后经自检互检无误后方能竖立胎架,对角线误差±1mm。4.2.3板材仅量采用等离子切割,减小切割变形,如有变形轧平后送下道工序。4.2.4分段焊接后,需经过甲板水平度测量,首、尾、中肋位、左、中、右、(共9处)水平误差±4mm。如超差经过火工校平直至达到标准为止。测量数据在中合拢时送船东认可。4.2.5定位分段船台定位:定位分段基准线以内底板下平面为准,包括标杆上的测量线。定位分段中心线误差1mm,中肋位误差±1mm,底板前后挠曲误差±2mm。左右四角水平度±4mm,用拉条将分段左右前后与船台用钢性撑固定。4.2.6内底分段对接合拢:首先要测量已定位分段的水平度情况来决定分段前后的高度。长度以中肋位为准量取。待分段装焊基本结束,重新测量内底平整度,测量数据交质管部门,同时船体建造原则工艺第10页按船台中心线重新开出(内底板上)船体中心线及中肋位线号圆铳标记。竖标杆标出各大接头水线,作为舷侧分段的定位基准线。4.2.7其它分段以内底分段为基准搭载建造。当主甲板长度接到全船长度的>60%时方可修改船体中心线,以便后续分段的吊装。4.2.8全船余量分布及搭载顺序见分段划分图。4.2.9主要尺度建造公差总长±170mm型宽±67mm型深±10mm基线挠度±25mm横向上翘下垂±30mm4.2.10船台装配偏差舱壁垂直度≤10mm分段接缝处肋距±10mm中心偏差≤5mm四角水平±8mm定位高度(主船体)±5mm定位高度(上建)±10mm4.3焊接工艺4.3.1焊工必须持有船级社考核认同的等级资格证书方可进行相关船体建造原则工艺第11页的焊接作业,而且至少有六月以上从事相关工作的经验。4.3.2所选用的焊接材料应符合KR《材料与焊接规范》篇中的有关规定。4.3.3本船采用的对接逢、角焊逢等焊接方法、坡口形式、根部间隙应按KR认可的“船体焊接基本规程”的规定进行。4.3.4船体结构角焊缝的焊脚尺寸按KR认可的JH957-190-01《焊接规格表》执行。4.3.5凡能用高效焊接的焊缝应尽可能采用自动焊、CO2气体保护焊等高效焊接方法。4.3.6垂直对接缝采用CO2手工焊,单面施焊双面成型,施焊面有缺陷,则另一面要碳刨清根全焊透。4.3.7大合拢分段外板的剖口开在外板外表面(非构件面),底部、转圆舭部处的剖口开在外板内表面(构件面),应两种不同剖口交汇处不能施焊,故要求转圆舭部上口留200mm不开剖口,外板下口留200mm暂时不施焊,待两分段拉拢焊缝接顺并上下焊好后再按外板剖口形式开出此剖口、磨光、焊接。4.3.8在胎架上制造的立体分段,铺板的对接缝尽量采用手工CO2焊和自动焊,外表面翻身碳刨清根、封底焊。4.3.9雨、雾天不得在室外进行焊接工作,除非有一定的防雨设施和烘干措施。4.3.10所有焊接材料必须经过烘干处理,低氢焊条焊接一律使用保温桶保温。CO2气体保护焊时必须设置防风措施,焊前坡口及打磨清洁工作需经报验认可。控制焊脚尺寸,不宜过大或船体建造原则工艺第12页过小,满足焊接规格书中的要求。4.3.11分段焊接应严格按照以分段中间向前后、左右对称焊接,先焊构件对接缝、立角焊后焊板材对接缝。分段大接缝的焊接,必须在相应的大接缝装配结束后进行。4.3.12船台大接缝焊接应在分段定位及加强结束后,才能对已合拢分段接缝焊接,同时应采取有效的控制上翘反变形的措施。外壳板马脚批磨时不得低于母材,所有定位焊与板一律施焊在内部,保证外表美观。4.4船体分段制造4.4.1各船体分段施工方案区域分段号分段制造方案内底分段区域105P(S)~106CP(S)分段1.以内底板为基准面反造,胎架形式为支柱板材混合式,做反变形。2.肋板、纵桁、纵舱壁等组件分别在平台上预先组装,然后按序吊上胎架进行中合拢组装。3.盖底板。4.检测分段的外型尺寸(长、宽、高)及有否漏装零件,准确无误后再交焊接。5.分段翻身,支撑呈水平状态,插入纵舱壁、肘板,施焊。6.测量分段外型、水平度,提交验收。船体建造原则工艺第13页中间分段区域201P~215P,201S~215S,分段1.以底板为基准面正造,胎架形式为支柱板材混合式,做反变形。2.分别以甲板、纵舱壁、横舱壁为基准面反造呈片状,最终组装在底板上成分段。2.纵桁、大横梁等组件分别在平台上预先组装,然后按序吊上胎架进行组装。3.划出中心线、水平、距中、肋
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 茶园
茶园
本文标题:8000T浮吊船体建造原则工艺
链接地址:https://www.777doc.com/doc-2891559 .html