您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > CO2焊对接向上立焊焊接工艺
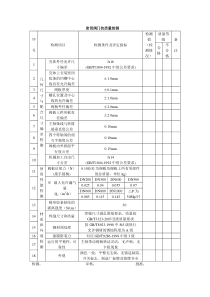
1目录第1章Q345钢及CO2气体保护焊简介…………………….................11.1Q345钢简介………………………....................................................21.1.1Q345钢的应用与分类……..........................................................31.1.2Q345化学成分及力学性能分析……........................................…41.1.3Q345钢的焊接特点……..........................................................…51.2CO2气体保护焊简介…………………….........................................…61.2.1.CO2气体保护焊特点……………………..………………..............................………7第2章12mm板厚Q345(16Mn)CO2焊对接向上立焊焊接工艺……………………….2.1.焊前准备….........................................................................……12.2装配与定位焊…......................................................……22.3焊接参数选择…….........................................................................…32.4焊接操作……….............................................................……..42.5注意事项……………................…………………………52.6焊缝质量检验………..…...................………………………..6结论......................................................................................................参考文献..............................................................................1第1章Q345钢及CO2气体保护焊简介21.1Q345钢简介:1.1.1Q345钢的应用与分类:Q345钢是一种优质的低合金高强钢(C0.2%),广泛应用于桥梁、车辆、船舶、压力容器等。Q代表的是这种材质的屈服,后面的345Mpa,就是指这种材质的屈服值,在345Mpa左右。并随着材质的厚度的增加而使其屈服值减少。类同于Q235的命名方法。Q345A,Q345B,Q345C,Q345D,Q345E。这是等级的区分,所代表的,主要是冲击的温度有所不同而已。Q345A级,是不做冲击;Q345B级,是20℃常温冲击;Q345C级,是0℃冲击;Q345D级,是-20℃冲击;Q345E级,是-40℃冲击。在不同的冲击温度,冲击的数值也有所不同。在板材里,属低合金系列。在低合金的材质里,此种材质为最普通的。Q345过去的一种叫法为:16Mn。Q345无缝管无缝钢管的外部执行标准为:GB709,内部执行标准为:GB/T1591-94。1.1.2Q345化学成分及力学性能分析:表1Q345力学性能分析表牌号等级拉力强度MPa屈服点MPa伸长率(%)Q345A470~63034522BCDE表2Q345化学成分分析表牌号等级化学成分(质量分数)(%)C≤MnSi≤P≤S≤VNbTiAI≥Cr≤Ni≤Q345A0.201.00~1.600.550.0450.0450.02~0.150.015~0.0600.02~0.20---B0.0400.040---C0.0350.0350.015--D0.180.0300.0300.015--E0.0250.0250.015--1.1.3Q345钢的焊接特点:1.碳当量(Ceq)的计算Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(1_1)按以上公式计算出材料的碳当量为0.39。由计算结果可知,试验用钢的淬硬倾向不大,焊接性优良,焊接时可不预热。32.Q345钢在焊接时易出现的问题(1)热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织—马氏体,使近缝区的硬度提高,塑性下降。结果导致焊后发生裂纹。(2)冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。1.2CO2气体保护焊简介:CO2气体保护焊是利用CO2气体为保护气体的保护电弧焊,简称CO2焊。1.2.1CO2气体保护焊特点:1.优点:(1)生产效率高和节省能量。(2)焊接成本低。(3)焊接变形小。(4)对油、锈的敏感度较低。(5)焊缝中含氢量少,提高了低合金高强度钢抗冷裂纹力。(6)电弧可见性好,短路过渡可用于全位置焊接。2.缺点:(1)焊接过程飞溅较多,焊缝外形较为粗糙,特别是当焊接参数不匹配时,飞溅就更为严重。(2)不能焊接易氧化的金属材料,且不适合在有风的地方施焊。(3)焊接过程弧光较强,尤其是采用大电流焊接时,电弧的辐射较强,故要特别重视对操作者的劳动保护。(4)设备比较复杂,易出现故障,且需要专业人员负责维修。第2章12mm板厚Q345(16Mn)CO2焊对接向上立焊焊接工艺2.1﹑焊前准备:1﹑焊接设备:NBC-400半自动焊机,焊接电源极性为直流反接。2﹑试板两块材料为Q345钢性能见上表。规格为300×200×12(mm)坡口角度为30°±1°3﹑矫正:通过机加工或火焰加热来矫正板材。4﹑清理坡口及坡口两侧各20mm范围内的油污﹑铁锈﹑水分及其它污染物,用打磨机打磨出金属光泽并清除毛刺。5﹑焊件装配技术要求。⑴装配平整⑵单面焊双面成形⑶预留反变形6﹑焊接材料:定位焊和正式焊均采用CO2气体保护焊方法施焊。4⑴焊丝:选用兰州长虹焊材有限公司生产的H08Mn2SiA型低合金焊丝,直径为ø1.2mm使用前应对其表面进行清理。⑵气体:采用CO2气体,要求CO2气体的纯度不得低于99.5%。2.2﹑装配与定位焊:1﹑装配要求:起始端的间隙为0.8-1.5mm末端间隙为1.5-2.5mm,预留反变形量为3°错边量小于1.2mm。2﹑定位焊:定位焊时沿坡口内距两端约20mm左右引弧,定位焊缝长度约为10-15mm。定位焊时使用的焊丝和工艺参数与正式焊接时相同,定位焊后将定位焊缝两端用角磨机打磨成斜坡状,并将坡口内的飞溅清理干净。平板对接立焊单面焊双面成形比平焊难掌握,焊接时熔池下部焊道对熔池起到依托作用,采用细焊丝短路过渡形式焊接有利于焊接成形。但焊接电流不宜过大否则会产生液态金属下淌,使焊缝正面和背面出现焊瘤,操作时焊枪的摆动频率应稍快,焊后焊缝要薄而均匀。立焊时的熔池形状如图2所示。2.3﹑焊接参数的选择:焊接速度的选择1.焊接速度过高,会破坏气体保护效果,焊缝成形不良,焊缝冷却过快,导致降低焊缝塑性,韧性。焊接速度过低易使焊缝烧穿,形成粗大焊缝组织。2.半自动焊接时,焊接速度一般不超过30米/时。表2板对接立焊参数焊道层次运丝方法焊接电流∕A电弧电压∕V焊丝伸出长度气体流量∕L·min焊丝直径mm焊接方式打底焊锯齿形90-10018-2015-2012-151.2向上立焊填充焊月牙形130-15020-22盖面焊月牙形110-13020-222.4、焊接操作:采用向上立焊方式进行三层三道焊,焊枪角度如图3所示。焊前先检查焊件装配间隙及反变形是否合适,把焊件重直固定好,间隙小的一端放在下面。1、打底焊:按表1所示调节好打底焊的焊接参数后,在焊件下端定位焊上引弧,使电弧作锯齿形横向摆动当电弧超过定位焊缝并形成熔孔时转入正常焊接。施焊时向上连弧法焊接。先在试板的始焊处起弧,焊丝在坡口两边之间作轻微的横向运动,焊丝与试板下部夹角为80°,当焊到点固焊端头,边沿破口熔化的铁水与焊丝熔滴在一起。听到“噗噗”声,形成第一个熔池这时熔池上方形成深入每侧坡口钝边1-2mm的熔孔,应稍加快焊速,焊丝立即作小月牙形摆动向上焊接。2、填充焊:调节好填冲焊焊接参数后自上而下焊接填充焊缝注意焊前先清除打底焊道和坡口表面的飞溅及熔渣,并用角磨机将局部凸起的焊道磨平。3、盖面焊:盖面焊的焊接与试板下部夹角为75°左右为宜,焊丝采用锯齿形运动为好。5焊接速度均匀,熔池铁水应始终保持清晰明亮。同时焊丝摆动应压过坡口边缘2mm处并稍作停顿,以免咬边保证焊缝表面成形平直美观。CO2立焊操作要领是“一看,二听,三准”。“看”就像要注意观察熔池的状态和熔孔的大小。施焊过程中,熔池呈扇形其形状大小应保持一致。“听”就是注意听电弧击穿试板时发出的“噗噗”声,有这种声音表明试板背面焊缝穿透熔合良好。“准”就是将熔孔端点位置控制准确,焊丝中心要对准熔池前端与母材交界处,使每个新熔池压住前一个熔池,搭接1∕2左右防止焊丝从间隙中穿出,使焊接不能正常进行,造成焊穿影响背面成形。熄弧的方法是先在熔池上方做一个熔孔,然后将电弧拉至任何一侧熄弧,接头的方法与手工电弧焊相似,在弧坑下方10mm处破口内引弧,焊丝运动到弧坑根部时焊丝摆动放慢听到“噗噗”声后停顿随后立即恢复正常焊接。2.5、注意事项:1、清理填充焊焊道及坡口上的飞溅、焊渣、打磨掉焊道上局部凸高部分的焊肉。2、摆动幅度较填充焊时稍大。3、焊到顶端收弧,待电弧熄灭熔池凝固后才能移开焊枪,以免局部产生气孔。4、一定要防止气孔、烧穿、未熔合、飞溅大、焊缝形状不规则、电弧不稳。2.6、焊缝质量的检验:焊件检验前要将焊件表面的焊渣飞溅物清理干净,焊缝不允许修磨和补焊,应保持原始状态。1外观检查:焊缝正背面不得有气孔夹渣、焊瘤、未熔合缺陷,未焊透长度不超过0.2L(L为焊缝总长)且深度≦1.5mm。表3半自动焊的板对接焊缝外形尺寸要求焊缝比坡口每侧增宽宽度差余高余高差直线度变形角度正面0.5-1.5≦1.50-3≦2≦1.5≦3°背面---2无损探伤:执行GB∕T3323—1987《钢熔化对接接头射线照相和质量分级》标准,Ⅱ级以上为合格。6图1板材规格图2立焊时的熔孔与熔池7图3平板对接立焊焊枪角度结论本文通过对Q345钢的CO2气体保护焊的工艺分析得出以下结论:1通过对Q345钢的物理性能和化学性能的分析,我们可以看出这种钢种含碳量较低,焊接性能良好,应用较为广泛。但焊接中还有很多问题存在,需要我们去改善。2CO2气体保护焊有很多优点,广泛用于钢结构的焊接,对于提高焊接生产率发挥着重要的作用。3CO2气体保护焊焊接工艺要求严格,这也是保证其焊接性能好坏的关键。4Q345钢能够很好地利用CO2气体保护焊进行焊接,但焊接过程中会产生一些焊接缺陷,我们需要采取一些措施,尽量避免缺陷的产生,使其更好地满足生产需要。5通过工艺分析,施焊可以采取对坡口形式、焊缝位置、焊接参数、焊接顺序的控制从而能很好地进行焊接。参考【1】雷世明主编•焊接方法与设备【M】•北京:【2】杜国华,新编焊接工艺500问,机械工业出版社,2009【3】李亚江,焊接冶金学—材料焊接性,机械工业出版社,2006【4】殷树言,气体保护焊技术问答,机械工业出版社,2003
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 henryhuoshan
henryhuoshan
本文标题:CO2焊对接向上立焊焊接工艺
链接地址:https://www.777doc.com/doc-2906774 .html