您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > cpp关键工艺参数-QbD
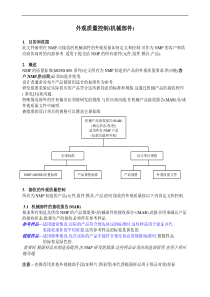
一.定义药品生产工艺通常是一系列的单元操作来得到所需要的产品。单元操作可在批处理模式下或在连续生产工艺中进行。每一个单元操作都是一个独立的活动,其中包括物理或化学变化,如混合、研磨、造粒、烦躁、压缩和包衣等。可达成的目标:1.识别和理解所有主要变异的来源2.工艺能够很好地控制物料变异的影响。3准确和可靠地预测产品质量属性。工艺参数定义:工艺步骤或单元操作的输入运行参数(速度、流速)或工艺状态变量(温度、压力)。当工艺参数的实际变化能显著影响产出物料的属性时,该工艺参数就是关键工艺参数。所以,工艺状态取决于该工艺的关键工艺参数和输入物料的关键物料属性。工艺的稳健性:在容忍工艺中和物料输入变异的情况下,一个工艺可以传递可接受的药品质量与性能的能力。对工艺参数的理解,步骤:1.找出所有可能对工艺性能造成影响的物料属性和工艺参数。2.用风险评估和科学知识来确定潜在的高风险属性和/或参数。3.确定这些潜在高风险属性和/或参数的水平与范围。4.设计和进行实验,合适时采用实验设计(DOE)。5.对实验数据进行分析来确定物料属性或工艺参数是否关键。若实验中的物料属性/工艺参数的变化会显著影响到产品的质量,该关键物料属性/工艺参数是关键的。6.建立控制策略。为关键物料属性和关键工艺参数制定可接受的范围;而对于非关键的属性与参数,其接受范围就是研究的范围。当涉及的工艺参数或物料属性多于一个时,这些定义的可接受范围可被称为工艺设计空间。二.方法:通过参考文献,以往经验或通过一系列从申报到拟商业化工艺规模的实验性研究来确定关键物料属性和关键工艺参数。三.实例仿制药片剂的关键工艺参数。工艺参数对最终药品的关键质量属性主要集中在以下几个因素:含量、含量均匀度、溶出度和降解产物。工艺参数生产工艺步骤药品质量的关键属性混料器类型干法辊压制粒前混合与润湿含量均匀度加料顺序混料器填充水平(装量水平)转速转数增强杆存放时间出料方法从储料桶到进料斗转移环境(温度和相对湿度)原料药的粒度分布干法辊压制粒前混合物存放时间干法辊压制粒含量均匀度、溶出度干法辊压制粒机机型进料螺杆速度排气辊面设计辊压辊速辊隙环境(温度和相对湿度)整粒形式整粒含量均匀度刀构造/类型/定向振荡度/速度筛网类型(孔径)(整粒筛目孔径)筛网型号重复次数环境(温度和相对湿度)整粒速度混料器类型总混与润滑溶出度加料顺序混料器装料水平转数增强杆存放时出料方法从储料桶到进料斗转移环境(温度和相对湿度)压片机类型及冲数压片含量均匀度、溶出度冲模设计饲粉器浆速进料器装料深度预压片力主片压力压片速度料斗设计料斗装料水平成品片剂的掉落高度运行时间环境(温度和相对湿度)标红的为其关键工艺参数。高风险变量的依据。变量风险分析评估依据干法辊压制粒前混合与润湿原料药的粒度分布粒度的直径大小对于生物等效性是必须的,能够影响混合均匀度。转数混合不足或过度混合导致很合均匀度达不到最佳值。混料器填充水平(装量水平)取决于设备容量,混料松粒度,批量大小。可影响混合动力学。干法辊压制粒和整粒辊压薄片密度与辊压直接相关,直接影响粒度后的粒度分布、流动性、均匀性、可压性和压实性。辊隙辊隙与薄片密度呈反比,进而影响整粒后颗粒的粒度分布、流动性、均匀性、可压性和压实性。整粒速度整粒速度可能影响整粒后颗粒的粒度分布,从而潜在影响颗粒均匀度和流动性。整粒筛目孔径直接影响整粒后颗粒的粒度分布,从而潜在影响颗粒的均匀度和流动性。总混与润滑转数过度润滑可能使崩解和溶出延迟。压片饲粉器浆速超过最佳值的饲粉器桨速可导致过度润滑。低于最佳值的饲粉器桨速可能造成磨具填料的不一致。主片压力未达到最佳值的压片力可影响片剂硬度和脆碎度,最终影响溶出度。压片速度高于最佳值的压片速度可导致磨具装料水平不一致造成片重差异,可能会影响含量均匀度和溶出度。出于效率考虑,将压片速度设置为尽可能快,而又不对片剂质量有负面影响。通过开发研究工作的运行,上述的初始风险评估中高风险的得以降低。上述高风险因素均可得到控制。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 kemais123
kemais123
本文标题:cpp关键工艺参数-QbD
链接地址:https://www.777doc.com/doc-2907064 .html