您好,欢迎访问三七文档
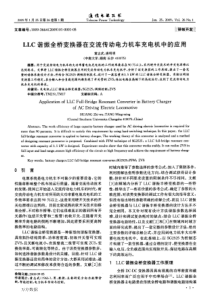
河南工业职业技术学院毕业设计前言随着近代工业的发展,塑料成为一种新材料也发展起来了,且应用日趋广泛。它在国发经济中许多领域不同程度地替代了金属、木材及其他材料,成为当前社会使用的一大类材料。只有迅速地发展塑料加工业,才可能把各种性能优良的高分子材料变成功能各异的塑件产品,在国民经济中各领域充分地发挥作用。模具是塑料成型加工的一种重要工艺装备,模具工业是国民经济的基础工业,被称为“工业之母”,模具是一种高附加值产品和技术密集型产品,其生产技术水平的高低,已成为衡量一个国家产品制造业水平高低的重要标志。注塑成型工艺及模具设计是一门不断发展的综合学科,不仅随着高分子材料合成技术的提高注塑成型设备的革新成型工艺的成熟而改进,而且随着计算机技术,快速造型技术,数值模拟技术、数字化应用技术等在注塑成型加工领域的渗透而发展。注塑成形工艺及模具设计是一门不断发展的综合学科,不仅随高分子材料合成技术的提高,注塑成型设备的革新,成型工艺的成熟而改进,而且随着计算机技术快速造型技术,注塑成模拟技术,数字化应用技术等在注塑成型加工领域的渗透而发展,注塑成型作为一种重要的成型加工方法,在机械化工、军事国防,家用电器等都有广泛应用,且生产的制件具有精度高,复杂度高,一致性高,生产率高和消耗低的特点,有很大的市场需求和广泛的发展前景。本次设计是对三年高职学知识的一次综合性总结与运用,通过本次设计,提高了对模具的理性认识,掌握了设计步骤,能够更加系统地串联了三年的专业知识,使模具这块知识在认识中合理化,系统化。本说明是依据《实用注塑成型及模具设计》以及相关的参考书籍而编写成的,本模具是幅比较简单的注塑模具。本说明介绍了设计的任务要求,模具加工的一系列步骤,在叙述中文字与图形杨互补充说明,能够更详尽地展出了本人的编写内容。由于编者水平有限,加之时间仓促,在设计过程中不妥和错误之处在所难免,恳请老师的批评与指正,以便得心修正。在此表示忠心的感谢!河南工业职业技术学院毕业设计目录摘要.............................................1绪论.............................................21线圈塑件的工艺分析..............................41.1塑件成形工艺分析............................41.2塑件成形工艺参数确定........................62.注射模浇注系统的设计...........................82.1分型面的选择.................................82.2浇注系统的设计...............................93注射模成型零部件的设计........................153.1成型零部件的结构设计........................153.3抽芯距和型腔壁的确定........................224.注射模推出机构的设计与推出力的计算.............244.1注射模推出机构的设计........................244.2推出力的计算................................245.注射模模架的选择.............................265.1模架结构...................................265.2模架周界尺寸选择...........................266.注射机的选择与有关工艺参数的校核..............286.1注射机的选择................................286.2注射机有关工艺参数的校核...................287.注射模的温度调节系统.........................317.1冷却回路的尺寸确定与布置...................317.2模具加热...................................338模具的工作原理................................349模具总装图及模具的装配、试模..................359.1模具总装图及模具的装配.....................359.2模具的安装试模.............................36学习心得........................................38致谢信......................................40参考文献........................................411摘要本次的毕业设计是线圈的注塑模的设计,依据产品的数量和塑料的工艺性能确定塑件采用注射成形法生产。该产品设计为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能够自动脱模,因零件的形状所致,采用斜滑块侧向分型与抽芯,模具的型腔采用一模一腔布置,浇注系统采用轮辐式浇口成形,推出形式为四推杆推出机构完成塑件的推出。由于塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。关键词:斜滑块侧向分型与抽芯注射模塑料线圈尼龙2绪论模具的重要意义:模具是工业生产的重要装备,是国民经济的基础设备,是衡量一个国家和地区工业水平的重要标志。模具在电子、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,是工业发展的基石,被人称为“工业之母”和“磁力工业”。模具是制造业的重要基础装备,是工业化国家实现产品批量生产和新产品研发所不可缺少的工具。用模具生产制品所表现出来的高效率、低消耗、高一致性、高精度和高复杂程度是其他任何制造方法所不及的。换句话说,没有高水平的模具就不会有高水平的工业产品。模具业是否强盛也反映出一个国家工业的强弱。塑料制品和注射成形在模具业的重要地位:塑料制品具有原料来源丰富,价格低廉,性能优良等特点。它在电脑、手机、汽车、电子、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。注射成形是成形热塑件的主要方法,因此应用范围很广。注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。塑料注射成形工艺的最大特点是复制,能够复制出所需任意数量的可直接使用或稍作处理即可使用的制品,是一种适宜大批量生产的工艺。虽然在设备上投入较大,但是可以生产制品的数量非常大,实属一种经济快捷的生产方式,因此得到广泛的应用和快速的发展。模具在我国的发展历程:过去在我国工业中,模具长期未受到重视。改革开放以来,塑料成形、家用电器、仪表、汽车等行业进入大批量生产,模具工业有了一定的发展。随着现代工业发展的需要,塑料制品在工业、农业和日常生活等各个领域的应用越来越广泛,质量要求也越来越高。当今社会的进步和发展,使原有的商品已经不能满足人们对物质的需求,然而有些商品的制造必须依靠模具才能够生产加工出来,因3此,模具的发展与人们的生活关系越来越紧密,如我们使用的电脑、手机、汽车等产品都要依靠模具。在塑料制品的生产中,高质量的模具设计、先进的模具制造设备、合理的加工工艺、优质的模具材料和现代化的成形设备等都是成形优质塑件的重要条件。我国模具工业虽然有了长足的发展,取得了巨大进步,但是我们也要清醒地看到,我国模具工业总体水平比工业发达国家要落后很多,这与我国制造业发展的要求相比差距还很大;我们的企业技术装备还比较落后,劳动生产率也较低;模具生产专业化、商品化、标准化程度也不够高;模具产品主要还是以中低档为主,技术含量较低,高中档模具多数要依靠进口,产品结构调整的任务很重;人才紧缺,管理滞后的状况依然突出,等等。可见,我国模具工业的发展任重而道远。前景展望:我国进入实施国民经济和社会发展的第十一个五年规划期,模具工业的发展也将进入一个关键时期。在这一时期,模具行业的主要任务是,在党中央关于把我国建设成为创新型国家的战略思想指引下,进一步推进改革,调整结构,开拓市场,苦练内功,提升水平,使我国模具工业在整体上再上一个新台阶。不断提升模具制造水平,振兴我国装备制造业,为实现把我国建设成为制造业强国的宏伟目标而奋斗。41线圈塑件的工艺分析1.1塑件成形工艺分析如图1-1为塑料线圈的二维图及实体图,单位mm:图1-1塑件图及实体图产品名称:塑料线圈产品材料:尼龙PA65塑件材料特性:尼龙为韧性角状半透明或乳白色结晶性树脂,作为工程塑料的尼龙分子量一般为1.5-3万。尼龙具有很高的机械强度机,韧性好,有较高的抗拉、抗压强度。抗拉强度接近于屈服强度,比ABS高一倍多。对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。,软化点高,耐热,磨擦系数低,耐磨损,自润滑性,吸震性和消音性,耐油,耐弱酸,耐碱和一般溶剂,电绝缘性好,有自熄性,无毒,无臭,耐候性好等特点。塑件材料成形性能:结晶性材料,熔点较高,熔融温度范围狭窄,熔融状态稳定性差,较易吸湿,成型前应预热干燥,并防止再吸湿,流动性极好,溢边值一般为0.02mm,易溢料,即发生“流涎现象”用螺杆式注射机时喷嘴易用自锁式结构,并应加热,螺杆应带止回环,成型收缩率范围大,成型条件应稳定在C90~20,具体温度按壁厚选择,模温低易产生缩孔和结晶度低等现象,注射压力高易出飞边,收缩小,取向性强,注射压力低易出现凹痕,波纹。成型周期按壁厚而定,厚则取长薄则取短等等。产品数量:大批量生产塑件尺寸:30×16×30×2mm(外经×内径×高度×厚度)塑件颜色:黑色塑件材料物理性能:密度:314.1~12.1cmg收缩率:%5.2~%8.0熔点:C0220热变形温度:C185材料力学性能:拉伸强度:MPa62拉伸弹性模量:GPa6.2弯曲强度:MPa96弯曲弹性模量:GPa3.2压缩强度:MPa92缺口冲击强度:28.11mKJ硬度:布氏114~85R6塑件质量:该产品材料为尼龙,由上得知其密度为314.1~12.1cmg,收缩率为,%5.2~%8.0计算出尼龙平均密度为313.1cmg,平均收缩率为%65.1。可根据塑件形状进行人工几何计算得到线圈的体积。通过UG软件计算得:塑件的体积389.4cmV塑塑件的重量℃g53.5式中:——塑料密度塑件要求:塑件外侧表面光滑,不允许有较大的浇口痕迹,无飞边或较少易清理。1.2塑件成形工艺参数确定1.2.1尼龙成形的工艺参数:查教材表2.1得:模具温度:60~100Co喷嘴温度:200~210Co料筒温度:前段温度:220~230Co中段温度:230~240Co后段温度:210~220Co注射压力:MPa110~80保压压力:MPa50~30塑化形式:螺杆式喷嘴形式:直通式注射时间:S4~0保压时间:S50~15冷却时间:S40~20成形周期:S100~401.2.2关于尼龙PA6设计时应考虑的问题:7①合理使用稳定剂、润滑剂等各种添加剂改善树脂工艺性能和制品使用性能,成形预热。②成型收缩率范围大收缩率大,取向性明显,易发生缩孔,凹痕和变形等弊病,成型条件应稳定为20~90Co。82.注射模浇注系统的设计2.1分型面的选择2.1.1型腔数目的确定根据零件的结构特点,以及成型的工艺条件容易控制,模具结构简单紧凑、模具制造成本低、制造周期短等特点,模具采用单型腔模具。2.1.2型腔的分布注意的问题或原则根据塑件的几何结构特点、尺寸精度要求、批量大小、模具制造难易、模具成本等确定型腔数量及其排列方式。据设计要求可知,由于该塑件形状较简单,质量较小,但分型与抽芯适合用斜滑块侧向分型与抽芯。塑件在模具中的位置1.动模2.型心固定板3.型心4.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 onitofish
onitofish
本文标题:线圈注塑模具说明书
链接地址:https://www.777doc.com/doc-291366 .html