您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 浙江工业职业技术学院《数控机床操作技能实训》精品课程
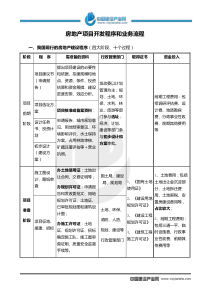
浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块项目七:螺纹类零件的加工目的与要求1、熟练和巩固数控车一般指令的使用方法;2、熟悉数控车车削螺纹的编程和加工方法;3、掌握运用各种测量手段检测工件精度的方法。课时安排(0.5周)1、工艺分析与实例分析2、学生编程3、下料及准备工作4、示范加工和学生自主加工5、检测评分检测手段1、游标卡尺2、千分尺3、深度千分尺4、螺纹塞规、环规5、半径规6、螺纹千分尺安全及注意事项1、遵守实训场地安全文明生产制度2、遵守数控车床的安全操作规程3、注意事项:(1)双头螺纹起刀位置与安全退刀位置的设定,应避免撞刀危险的发生(2)内螺纹、内沟槽加工应注意退刀方向首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块一、新课导入:本模块(共4个课题)学习螺纹类零件的车削加工方法,首先应熟悉常用螺纹切削的进给次数与背吃刀量,这是使用普通螺纹车刀车削螺纹的常用切削用量,有一定的生产指导意义,操作者应该熟记并学会应用。螺距1.01.52.02.53.03.54.0牙深0.6490.9741.2991.6241.9492.2732.598背吃刀量及切削次数1次0.70.80.91.01.21.51.52次0.40.60.60.70.70.70.83次0.20.40.60.60.60.60.64次0.160.40.40.40.60.65次0.10.40.40.40.46次0.150.40.40.47次0.20.20.48次0.150.39次0.2首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块二、新课讲授:下面双头螺纹加工为例,分析螺纹车削的工艺和加工注意事项。(一)课题七(图3-1)1、图纸图3-1双头螺纹加工首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块2、工艺分析(1)基本操作步骤1)开机;2)回参考点;3)装夹工件;4)安装刀具;5)对刀;6)编程与程序调试;7)运行程序加工工件;8)检测并去除毛刺;9)完成加工(2)工艺路线1)工件伸出卡盘外95mm,找正后夹紧。2)用93°外圆车刀车削工件右端面,粗车各台阶外圆、圆弧面。3)手动钻孔Φ18,深度18mm。4)粗车内孔。5)粗精车内沟槽。6)精车内孔,倒角。7)粗精车内螺纹,用M22×2-6H螺纹塞规检测螺纹精度。8)粗精车外槽。9)精车外圆、外圆弧,倒角。10)调头夹持Φ38外圆,找正,夹紧。11)粗车外圆。12)粗精车外槽。13)精车外圆、外圆弧,倒角。14)粗精车M34×4(P2)双头外螺纹,用25-50螺纹千分尺测量精度。15)去毛刺,自检工件。首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块(3)切削参数刀具号刀具名称主轴转速r/min进给量mm/min背吃刀量mm193°外圆车刀粗车800精车1000粗车120精车12022切槽刀粗车350精车800粗车20精车103螺纹车刀粗车800精车8004盲孔车刀粗车600精车1000粗车60精车5015内螺纹车刀粗车800精车8006内沟槽刀粗车350精车800粗车20精车107麻花钻Φ18600首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块(4)注意事项1)工件棒料的装夹装夹工件棒料时应使三爪自定心卡盘夹紧工件,并有一定的夹持长度,棒料的伸出长度应考虑到零件的加工长度及必要的安全距离等。棒料中心线尽量与主轴中心线重合,以防打刀。2)刀具的装夹①车刀不能伸出过长。②刀尖应与主轴中心等高。③螺纹刀装夹时,应用螺纹样板进行对中装夹。④切槽刀要装正,以保证两副偏角对称。首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块3、参考程序(HNC-21/22T数控系统)粗车右轴段%0001M03S800T0101G00X52Z5G71U2R5P1Q2X0.5Z0.1F70N1G42G00X30Z3G01Z0F120X32Z-1Z-25X38C1Z-40G02X38Z-55R8G01Z-67X48C1Z-94N2G40G00X60G00X100Z100M05M30主轴正转,800r/min93°外圆车刀起刀点外圆粗车循环粗车循环起始行,刀具定位点车刀接近端面倒角车外圆Φ32至25长度倒角车外圆Φ38至40长度车R8圆弧车Φ38外圆至67长度倒角车Φ48外圆至94长度粗车循环结束行,刀具退刀点X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块粗车内孔%0002M03S600T0404G00X16Z5X20G01Z-19.5F60X0G00Z200M05M30主轴正转,600r/min盲孔车刀起刀点刀具定位到X20车Φ20内孔至19.5长度车平底Z轴快速退刀主轴停转程序结束并返回粗精车内沟槽%0003M03S350T0303G00X18Z5G01Z-20F20X24G00X18Z200M05M30主轴正转,350r/min内沟槽刀起刀点刀具Z向进给切Φ24内槽X向退刀Z向退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块精车内孔,倒角%0004M03S1000T0404G00X18Z5X22Z3G01Z0F50X20.2Z-1Z-17G00X18Z200M05M30主轴正转,1000r/min盲孔车刀起刀点刀具定位点刀具接近端面倒角车Φ20外圆至17长度X轴快速退刀Z轴快速退刀主轴停转程序结束并返回粗精车内螺纹%0005M03S800T0202G00X18Z5G76C2A60X22Z-16.5K1.1U0.2V0.2Q0.2F2G00X18Z200M05M30主轴正转,800r/min内螺纹车刀起刀点螺纹加工循环X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块粗精车外槽%0006M03S350T0303G00X50Z5Z-67G01X32F20G00X100Z100M05M30主轴正转,350r/min切槽刀起刀点刀具定位切Φ32外槽X轴快速退刀Z轴快速退刀主轴停转程序结束并返回精车外圆、外圆弧,倒角%0007M03S1000T0101G00X52Z5X30Z2G01Z0F120X32Z-1Z-25X38C1Z-40G02X38Z-55R8G01Z-67X48C1Z-94G00X100Z100M05M30主轴正转,1000r/min93°外圆车刀起刀点刀具定位点刀具接近端面倒角车Φ32外圆至25长度倒角车Φ38外圆至40长度车R8圆弧车Φ38外圆至67长度倒角车Φ48外圆至94长度X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块;粗车外圆%0008M03S800T0101G00X52Z5G71U2R5P1Q2X0.5Z01F70N1G42G00X53Z3G01X0Z2F70Z0G03X21.17Z-14R11G01Z-23X29.8C1Z-50X46X48Z-51N2G40G00X60G00X100Z100M05M30主轴正转,800r/min93°外圆车刀起刀点外圆粗车循环粗车循环起始行,刀具定位点刀具接近端面车R11圆弧车21.17外圆至23长度倒角车29.8外圆至50长度倒角粗车循环结束行,X轴快速退刀X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块粗精车外槽%0009M03S350T0303G00X50Z5Z-23G01X18F20G00X30Z-19G01X18F20G00X30Z-18G01X18F20G00X50Z-50G01X24F20G00X30Z-49X30X28Z-50G00X100Z100主轴正转,350r/min切槽刀起刀点Z轴快速定位点切Φ18外槽X轴快速退刀Z轴快速退刀切Φ24外槽X轴快速退刀Z轴快速退刀倒角X轴快速退刀Z轴快速退刀M03S800T0303G00X50Z5Z-18G01X18F10Z-23G00X35Z-50G01X24F10G00X100Z100M05M30主轴正转,800r/min切槽刀起刀点X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块精车外圆、外圆弧,倒角%0010M03S1000T0101G00X50Z5X0Z3G01Z0F120G03X21.17Z-14R11G01Z-23X29.8C1Z-50X46X48Z-51G00X100Z100M05M30主轴正转,1000r/min93°外圆车刀起刀点X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块;粗精车M34×4(P2)双头外螺纹%0011M03S800T0202G00X40Z5G76C2A60X27.4Z-46K1.1U0.2V0.2Q0.2F4G00X40Z7G76C2A60X27.4Z-46K1.1U0.2V0.2Q0.2F4G00X100Z100M05M30主轴正转,800r/min螺纹车刀起刀点螺纹加工循环X轴快速退刀Z轴快速退刀主轴停转程序结束并返回首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块图3-2实训图纸二首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块图3-3实训图纸三首页上一页下一页最后页浙江工业职业技术学院《数控机床操作技能实训》精品课程数控车中级技能实训理论教学模块图3-4实训图纸四首页上一页下一页最后页
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 njsohu
njsohu
本文标题:浙江工业职业技术学院《数控机床操作技能实训》精品课程
链接地址:https://www.777doc.com/doc-291464 .html