您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 7标准作业方法_天津大学
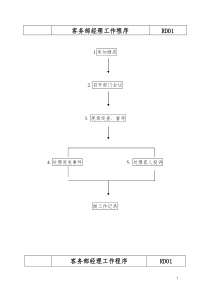
FundamentalIndustrialEngineering实事求是基础工业工程国家级精品课程ManagementSchoolofTianjinUniversity第三部分工业工程应用第7章标准作业ManagementSchoolofTianjinUniversity开篇案例在汽车工业界,工厂里有很多实行动作和时间研究心得的工业工程师。他们测量操作者执行作业的标准时间,分秒计较,试图挤压出哪怕一点点的劳动生产率。那些坦诚地和工业工程师分享工作实务心得的员工很快发现工作的标准提高了,它们的工作更加辛苦,但工资并未提高。于是,员工学聪明了,当工业工程师进行现场研究时,他们就把自己发明的技巧与省力的方法隐藏起来,放慢速度,如此一来,工业工程师们才不会对他们拟定更高的期望。工业工程师们发现了操作员的伎俩,于是,他们会偷偷观察操作员的工作情形。工作效率和时间研究结果往往会改变职务说明与责任,导致工会不满,最终演变为劳资冲突的主要原因。一汽轿车总装线ManagementSchoolofTianjinUniversity开篇案例现在企业使用计算机来准确监视人的动作,立即就知道个别员工的效率。员工知道他们受到监视,于是,他们的工作目标是数量而不管品质。可悲的是,他们变成数字的奴隶,不再重视公司的使命陈述和理念。这使得工业工程的作用得到很大程度的诟病,但是日本的丰田汽车在运用工作标准化的过程中成功地避免了上述情形。在丰田汽车公司,制造工作的标准化概念被广泛认同,并非只是操作员工必须遵守的工作步骤。丰田公司前社长张富士夫曾经说过“丰田的标准化工作包含3个基本要素——生产间隔时间(以顾客要求之速度完成一项工作所需时间)、执行工作的步骤程序或流程顺序,以及个别操作员为完成此标准化工作,手边需要的存货量。标准工作就是以生产间隔时间、步骤顺序、手边存货量这三项要素来制定的”。ManagementSchoolofTianjinUniversity开篇案例丰田公司将标准化这项工作去芜存菁,原本被视为微笑或没有利益的项目,在丰田模式变得更加有利、有效益的项目,同时建立了管理人员和员工共同合作的团队,而不是劳资双方的冲突。丰田从未刻意的将工作标准化作为强加于员工的一项管理工具。丰田并未实行可能使工作变得刻板或使之降级的僵化标准,而是把工作标准化作为对员工的授权,同时变成员工持续改进的基础。ManagementSchoolofTianjinUniversity开篇案例研讨题1、与传统的汽车公司实行时间研究的方式比较,丰田公司实行的标准作业有何异同?2、丰田公司推广标准作业成功的关键在于什么?ManagementSchoolofTianjinUniversity标准作业是通过对人的动作和作业程序研究,用没有浪费的方式,实现以低廉的成本生产出优质产品的一个管理技术工具。标准化作业主要包括三个内容:标准周期时间T.T(时间研究)标准作业顺序(动作研究/操作分析)标准在制品存量(最小化库存)均用“标准作业组合表”来表示任何富有实效的改善,都要落实在标准化上标准作业的含义ManagementSchoolofTianjinUniversity标准化作业的目的记录流程,描述节拍时间和周期时间的关系减少过程中的波动培训指导(为新操作者)ManagementSchoolofTianjinUniversity标准化作业标准作业的前提条件以操作人员的动作为中心循环往复的作业确定标准作业的过程各工位能力表标准作业组合表标准作业书ManagementSchoolofTianjinUniversityTaktTime必须在几分或几秒内生产一台或一个产品(每月不同)以满足客户需求T.T=每班工作时间(定時)÷必要数(每班生产台数)实际T.T每班工作时间(定時)+许可的加班时间必要数(每班生产台数)CycleTimeC/T实际测定的生产一台或一个的时间根据需要数确定生产节拍(T/T)标准化作业ManagementSchoolofTianjinUniversity标准作业顺序指作业者能够效率最好地生产合格品的生产操作顺序。好的作业顺序是作业者没有返回步行且空步行走最短的循环作业。标准化作业ManagementSchoolofTianjinUniversity标准在制品每个工作站所需的支持连续流和满足客户需求的最小数量在制品。标准化作业ManagementSchoolofTianjinUniversity标准化作业工具ManagementSchoolofTianjinUniversity时间观测表ManagementSchoolofTianjinUniversity工位(序)能力卡:按照被加工的零件记录各设备的生产能力。表中填入手工作业时间、机械的自动加工时间以及交换刀具的时间等,可以清楚地看出该工序中影响效率的是机床设备还是手工操作,是改善活动的突破口。加工能力=—————————————————1班的定时运转时间(460分)完成时间/个+交换刀具时间/个制定工序能力表ManagementSchoolofTianjinUniversity制定工序能力表ManagementSchoolofTianjinUniversity标准作业组合表标准作业组合表是确定作业分配和作业顺序的工具,包括生产节拍、作业顺序、作业内容、作业时间等内容,主要用于反映人工操作和设备作业的结合关系。标准作业组合表ManagementSchoolofTianjinUniversity标准作业组合票及标准作业票ManagementSchoolofTianjinUniversity标准作业票(卡):它以图表表示每个作业者的作业范围,应填入标准作业三要素及检查品质注意安全等标记。明确各工序的手工作业时间及步行时间,用于考查T.T内一个作业者能够承担的工序的范围是多大。另外,填入自动加工时间,一起考察人和设备的组合是否可能。是管理监督者表达让作业者怎样操作的手段,是明确作业顺序,实现目视管理的工具。应将标准作业票挂在明显处,让所有人都了解生产线的作业状况,并作为改善工具、管理工具及指导手段。标准作业票标准作业组合表工位1)Mi-1764工位2)DR-2424工位3)TP-1101工位4)螺纹直径测定(例)工位序号标准作业组合表零件号制作日期作业名称时间1(例)标准作业组合表零件名称部门17111–24060进气岐管23456增压机孔加工H9.4.1每班必要数生产节拍920/次30‘’手作业自动传送歩行手送歩合计18‘’等待0‘’12‘’领取粗材Mi-1764工件拆卸领取TP-1101工件拆卸领取DR-2424工件拆卸领取螺纹直径测定放置完成品233352-252111--222222作业时间5‘’10‘’15‘’20‘’25‘’30‘’35‘’45‘’40‘’50‘’T.T记录零件号、零件名称记录手作业时间和步行时间停工等待时间记录在合计栏中。记录手作业时间记录自动传送时间记录步行时间ManagementSchoolofTianjinUniversity标准作业票北京知为先项目管理咨询有限公司提供08’阴吉莉7’47”范圣英6’51”刘春平7’45”金东溟7’37”高海英5’15”李岩5’30”孙德军7’50”任有志6’11”张怡7’35”赵高阳7’46”许凤7’31”翟松波7’44”马雪芹6’52”7’要素山积表纯作业时间准备时间走动时间3.3.8标准化作业ManagementSchoolofTianjinUniversity标准作业指导书标准作业指导书也称标准作业要领书,是在标准作业卡基础上细化操作要点,用来标明标准作业顺序中各项操作内容、操作顺序、作业重点、作业指示图、实用工具、质量要求、操作要求、安全标准和设备操作证等。一般会因工艺的不同略有不同,可用图形、图片、表格、文字等形式组合表达。ManagementSchoolofTianjinUniversityManagementSchoolofTianjinUniversity标准作业文件制作流程ManagementSchoolofTianjinUniversity标准作业推进效果
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 xdanic
xdanic
本文标题:7标准作业方法_天津大学
链接地址:https://www.777doc.com/doc-2932266 .html