您好,欢迎访问三七文档
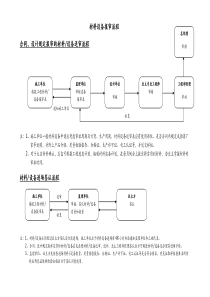
电火花作业指导书标题:电火花作业指导书文件编号页次版本/版次例图:ACDEFGHB1.保养与检查:确实的保养与检查,才能使机器保持在最佳状态,小的问题会导致工件报废,甚至损及机器密度与寿命,危及人身的安全,故正常的保养与检查并确实做好是必要的。1.1每日保养:1.1.1检查导轨油是否要增加;1.1.2检查各手轮是否正常;1.1.3检查机头是否上下自如;1.1.4清洁工作台的干净;1.1.5清洗机台四周,干净、明亮;1.2每周保养:1.2.1每周六对机头各部位添加润滑油;1.2.2对机台里里外外进行灰尘清理。1.3每月保养:1.3.1每月须清洗机头,防止生锈不灵活;1.3.2检查电器是否正常。1.4每季度保养:1.4.1检查各轴参数、原点;1.4.2过滤网需清理一次。1.5半年保养:1.5.1检查伺服马达及头部是否正常运转,有无异音;1.5.2油箱里需清理杂物,保持加工油的干净清透,加工方便;1.5.3检查重新调整工作台水平面;1.6年度保养:1.6.1检查润滑油管,接头是否良好,有无漏油或损坏;1.6.2检查灭火器气压有无足够;1.6.3更换油箱的过滤网;1.6.4清洗油箱,更换冷却油。2.注意安全事项:2.1较重的工件,不能单独搬上工作台,应与别人一起抬上工作台或用叉车;2.2正在加工中,请勿用手触摸电极,以防触电;2.3加工中,不能将毛刷放在机头边,应隔离远点,以防止火花喷出,燃烧到毛刷而引起火灾;2.4拆大电极时,应叫人协助,以免电极砸到手指。序号项目评分序号项目评分序号项目评分A控制箱外表G磁盘MZ轴导轨B控制面板H夹头NC机台外表I冷却油OD油箱、过滤网J润滑PE手轮KX轴导轨QF工作台LY轴导轨R作业:审核:平均分:注:单项分数为0~10分标题:电火花作业指导书文件编号页次版本/版次2.5电火花机机台、电控箱上不得放置电机及其它工具物品。2.6待加工的工件应在工作台上按顺序摆好。3.工件加工流程:4.操作步骤、内容:4.1看图纸:看清楚所要加工的位置,尺寸有无清楚;4.2检查电极:电极是否正确,(如是否要让位,要清角,要斜度、R角等)量电极火花位;4.3开机:打开总电源启动电尺表启动机头关掉液面检测打开轴位键;4.4校工件:工件需先用油石修平周围和底部,然后校正在工作台中间;4.5校电极:应看清楚电极方向后再校正;4.6分中:分中前应先设定小电流参数,碰火花才会准确;4.7定深度:应以图纸所标示的基准面定深度,并注意正负深度;4.8走尺寸:应注意工件基准面走尺寸,走完尺寸手轮插销应拔出,以免碰到错位;4.9设定参数:以电极火花位及麻面要求来设定电流参数;4.10放电时观察:放电后应先看是否正常,如有不正常(不放电、电极摆动、电极撞坏等)立刻停机,查找原因(电极与工件中有杂物、短路、电极或机头不紧固、或机台出故障),并解决问题,如果正常,冲油继续加工观察,加工有一定深度时,应停下来量一下型腔和周边的尺寸是否准确;4.11加工完毕:加工完毕后,自己检查尺寸有无到位,麻面是否均匀,尺寸无到位时应平动到位。4.12拆下工件:确定无误后,拆下工件,然后移送品检课检验;4.13品检课:检验完毕后,合格送至下一工序,不合格退回返工。5.加工参数:在电火花加工中、电参数对加工的工艺指标起着决定性作用,因此正确选择加工各阶段的加工规准,是高效加工的关键。5.1一般说来,电参数对工艺指标影响如下:5.1.1脉宽越大,表面粗糙度高,尺寸精度低,但加工速度高,电极损耗小。5.1.2高压脉冲主要作用是形成先导击穿,有利于加工稳定。5.1.3在脉宽和停歇时间一定时,加工电流幅值越大,加工速度越高,但电极损耗亦增大。加工电流还应与加工面设定参数放电加工放电时观察不正常停机查原因正常继续加工分中定深度走尺寸校电极看图纸检查电极开机校工件加工完成自检查拆下工件送品检返工不合格合格下一工序标题:电火花作业指导书文件编号页次版本/版次积相适应,电流密度太大,容易产生烧伤。5.2加工规准选择一般应遵循下述原则:5.2.1在粗糙度允许范围内,应尽量考虑加工速度。一般情况下,粗糙度降低1/2,加工速度降低2/3以上,因此,不应盲目降低粗糙度。5.2.2在精加工时,达到同样粗糙度,有损耗加工与无损耗加工,其速度相差近3倍,因此,加工的最后阶段,应牺牲电极损耗指标,以缩短加工时间。5.2.3在盲孔或不能打冲油孔的型腔加工中,应采用抬刀加工,以利排屑,保持加工稳定,提高加工速度。5.2.4起始加工规准,由于刚始加工时,接触放电面积较小,不宜采用粗加工规准,应逐步增加加工电流及脉宽。5.2.5以降低表面粗糙为目标时,应采用分段实现的方法,直到达到最终要求。5.2.6在加工规准不变的情况下,改变放电间隙电压,可得到不同的加工速度和电极损耗,因此放电间隙电压建议调节在下述范围:粗加工:30—70;中加工:70—90;精加工90—150。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 汐洛雪
汐洛雪
本文标题:电火花作业指导书
链接地址:https://www.777doc.com/doc-2932755 .html