您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 计算机数控(CNC)装置
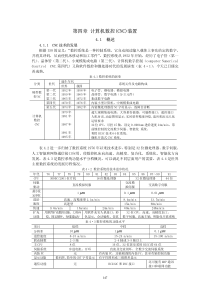
第四章计算机数控(CNC)装置4.1概述4.1.1CNC技术的发展根据ISO的定义:“数控系统是一种控制系统,它自动阅读输入载体上事先给定的数字,并将其译码,从而使机床移动和加工零件”。数控系统从1952年开始,经历了电子管(第一代)、晶体管(第二代)、小规模集成电路(第三代)、计算机数字控制(computerNumericalConrtrolCNC.第四代)又称软件数控和微处器时代的发展演变(表4·1),今天已日臻完善成熟。表4.1数控系统的演变诞生年代分类世代世界我国系统元件及电路构成硬件数控NC第一代第二代第三代1952年1959年1965年1958年1965年1972年电子管、继电器,模拟电路晶体管,数字电路(分立元件)集成数字电路第四代1970年1976年内装小型计算机,中规模集成电路第五代1974年1982年内装微处理器的NC字符显示,故障自诊断计算机数控CNC1979年1981年1987年1991年1995年超大规模集成电路,大容量存储器,可编程接口,遥控接口人机对话,动态图形显示,实时软件精度补偿,适应机床无人化运转要求32位CPU,可控15轴,设定0.0001mm进给速度24m/min,带前馈控制的交流数字伺服、智能化系统。利用RISC技术64位系统。微机开放式CNC系统。表4.2进一步归纳了数控系统1976年以来技术进步,特别是32位微处理器、数字伺服、人工智能和网络通信接口应用,使数控机床向高速、高精度、复合化、系统化、智能化方向发展。表4.3是数控系统功能水平分档概况,可以满足不同层面用户的需要。表4.4是世界主要数控系统的发展历程情况。表4·2数控系统的技术进步状况年代767778798081828384858687~9091CPU3000C/2901位片机16位微处理器32位微处理器64位伺服驱动直流模拟伺服交流模拟伺服交流数字伺服昀小设定单位1mµ0.1mµ0.01mµ高速、高精度型2.1m/min8.4m/min33.7m/min进给速度高速型15m/min60m/min快速9.6m/min15m/min24m/min60m/min240m/min扩充功能用软件扩充数控功能、刀具补偿,固定循环,存储器运行用软件充实人机接口,彩色显示,会话编程,仿真32位CPU,高速、高精度加工,数字伺服,高速主轴,智能化开放系统表4·3数控系统的功能水平项目低档中档高档分辨率10mµ1mµ0.1mµ进给速度8-15m/min15-24m/min15-100m/min联动轴数2-3轴2-4轴或3-5轴以上主CPU8位16位、32位甚至采用RISC的64位伺服系统步进电机、开环直流及交流闭环、全数字交流伺服系统内装PC无有内装PC,功能极强的内装PC,甚至有轴控制功能显示功能数码管,简单的CRT字符显示有字符图形或三维图形显示通信功能无RC232C和DNC接口还可能有MAP通讯接口和联网功能147表4.4世界主要CNC系统发展简况FANUC公司(日)SIMEN公司(德)A-B公司(美)FAGOR(西班牙)1974年买美国Gettys公司DC伺服电机专利1975年FANUC3000CSINUMERIK500C73001976年开发F5,CPU68005M-加工中心,铣,5T-车削,5D-钻、镗、铣,与西门子合作开发F7CPUAM2901SINUMERIK7Inter3000C1979年开发F6(M,T)取代F7CPU80861980年简化F6为经济型F3,升档F6为F9(15轴带仿形)SINUMERIK3SINUMERIK8CPU8086A-B8200CPU8086A-B8400,8086+8087CNC80008位1984年升档F3、F6、F9为F10、F11、F12,CPU68000S810/820CPU801861985年开发F3为F0,性能接近F6成本同F3F0-A80186F0-B80286F0-C80386S850/880810/820CPU80386A-B86008086+80287(标)80286+80287(高)80108020802580301987年开发出F15,CPU68020当δ=0.001mmv=240m/min增加人机界面MMC(用户专用软件开发功能)的F00、F100、F110、F120、F150,分别对应于F0、F10、F11、F12、F15S840D/840DE32位CPUA-B9/230(240)A-B9/260(290)8050(32位)1991年开发采用RISC的F16(64位)其功能在F0、F15之间F18在F0、F15之间但低于F161995年以后开放式微机数控系统F16/160-MBF18/180,F21/210PA-8000美国CINCINNATIACRAMATC2100MCBridgportDX-32PMAC-NC4.1.2CNC系统的组成计算机数控系统是本世界70年代初发展起来的新的机床数控系统,它用一台计算机代替先前硬件(逻辑电路)数控所完成的功能,所以,它是一种以计算机为硬件,并在计算机中存储控制程序(根据不同机床的工作需要编制的),计算机运行控制程序,执行对机床运动的数字控制功能。70年代中期开始,大规模集成电路、和超大规模集成电路有了迅速的发展,所以计算机数控系统的计算机很快便跨入微处理机阶段。数控系统分轮廓控制和点位控制系统。轮廓控制系统比较复杂、功能齐全,有的甚至还包括了点位控制功能的内容;点位控制系统比较简单(如钻、镗),这里主要介绍轮廓系统。由图1.2可以看出,CNC系统由除机床本体以外的程序输入/输出设备、计算机数字控制装置、可编程控制器(PC)、主轴驱动装置和进给驱动及位置检测装置等组成。而且,数控系统能自动阅读输入载体上事先给定的数字值、并将其译码,从而使机床动作和加工出零件。数控系统的核心是完成数字信息运算处理和控制的计算机,一般称它为数字控制装置。随着半导体技术、计算机和计算机技术的发展,现代数控装置以微处理机数控装置(MNC)为主体,但仍统称为CNC数控装置。使用微处理机和微型计算机以后,使得CNC数控装置的性能和可靠性不断提高,成本不断下降,其优越的性能价格比,推动了数控机床的发展。4.1.3CNC装置的组成和工作原理图1.2中的虚线框内即为CNC数控装置。它与普通计算机一样具有CPU,存储器,总线、外设等。不过它的外设不是打印机,绘图机等,而是其它输出接口及后续装置,其中昀主要的是输出伺服运动指令推动数控机床各坐标轴运动。硬件结构中,中央处理单元(CPU)实施148对整个系统的运算、控制和管理。存储器用于储存系统软件和零件加工程序,以及运算的中间结果等。输入、输出接口用来交换数控装置和外部的信息。MDI/CRT接口完成手动数据输入和将信息显示在CRT上。位置控制部分是CNC装置的一个重要组成部分,它包括对主轴驱动的控制,以便完成速度控制,通过伺服系统提供功率、扭矩的输出;还包括对进给坐标的控制,以便完成位置控制,通过伺服系统提供恒扭矩。硬件结构中还有许多和数控功能有关的结构。CNC数控装置除硬件外还有软件,软件包括管理软件和控制软件两大类。管理软件由零件程序的输入、输出程序、显示程序和诊断程序等组成。控制软件由译码程序、刀具补偿计算程序、速度控制程序、插补运算程序和位置控制程序等组成(见图4.1)。数控软件是一种用于机床加工的、实时控制的、特殊的(或称专用的)计算机操作系统。在CNC数控装置中硬件是基础,软件必须在硬件的支持下才能运行;离开软件,硬件便无法工作。所以说硬件是基础,软件是灵魂,两者相辅相成,缺一不可。硬件的集成度、位数、主频、运算速度、指令系统、内存容量等在很大程度上决定了数控装置的性能;然而高水平的软件又可以弥补硬件的某些不足。系统初始化程序管理系统控制软件编辑录放管理软件控制软件存储补偿计算诊断程序速度控制输入程序显示程序译码程序位控程序插补程序输出程序图4.1CNC软件的构成CNC数控装置的工作原理是它通过各种输入方式,接受机床加工零件的各种数据信息,经过CNC装置译码,再进行计算机的处理、运算,然后将各个坐标轴的分量送到各控制轴的驱动电路,经过转换、放大去驱动伺服电动机,带动各轴运动。并进行实时位置反馈控制,使各个坐标轴能精确地走到所要求的位置。CNC装置的简要工作过程如下:1.输入输入CNC装置的有零件程序、控制参数和补偿数据。输入方式有早期穿孔纸带阅读输入、磁盘输入、光盘输入、手动健盘输入,通讯接口输入及连接上级计算机的DNC接口输入。CNC装置在输入过程中还要进行输入代码的校验和代码的转换工作。输入的全部数据信息都存放到CNC装置内部的存储器中。2.译码在输入的零件加工程序中,含有零件的轮廓信息(线型、起点、终点坐标值)、加工速度(F代码)和其它的辅助信息(M.S.T代码等)。CNC装置按一个程序段为单位,根据一定的语法规则解释、翻译成计算机能够识别的数据形式,并以一定的数据格式存放在指定的内存专用区内。在译码过程中还要完成对程序段的语法检查等工作。一旦发现错误,立即报警显示出来。3.数据处理数据处理包括刀具补偿,速度计算以及辅助功能的处理等。刀具补偿分刀具半径补偿和刀具长度补偿两种,通常CNC装置的零件程序是以零件轮廓轨迹来编程,刀具补偿的作用是使零件轮廓轨迹的数据转换成刀具中心轨迹的数据,现代的CNC数控装置中,刀具补偿工作还包括程序段之间的自动转换和过切削判断。149速度计算是按编程所给的合成进给速度计算出各坐标轴运动方向的分速度。另外还要对机床允许的昀低速度和昀高速度的限制进行判别处理。在某些CNC装置中,软件的自动加减速也是在这里处理。辅助功能如换刀、主轴启停、冷却液开、停等大都是开关量信号,这里的主要工作是识别、存储、设标志,在程序执行时发出信号,让机床相应部件执行这些动作。4.插补插补的任务是通过插补计算程序在一条曲线的已知起点和终点之间进行“数据点的密化工作”,插补程序在每个插补周期运行一次,在每个插补周期内,根据指令进给速度计算出一个微小的直线数据段。通常,经过若干个插补周期后,插补加工完一个程序段,即完成从程序段起点到终点的“数据密化”工作。具体方法是:在一个插补周期内,计算出一个微小数据段的每个坐标分量(如△x、△y),经过若干个插补周期,可以计算出从起点到终点之间的若干个微小直线数据段。每个插补周期所计算出的微小直线段都应足够小,以保证轨迹精度。目前一般CNC装置中,仅能对直线,图弧和螺旋线进行插补计算。在一些专用的或较高档的CNC装置中还能完成椭圆、抛物线,正弦线和一些专用的插补计算。插补计算的实时性很强,要尽量缩短一次插补运算的时间,以便更好地处理其它工作,并使进给昀大速度得以提高。5.位置控制位置控制可以由软件来实现,也可以由硬件完成。它的主要任务是在每个采样周期内,将插补计算出的理论位置与实际反馈位置相比较,用其差值去控制进给伺服电机。在位置控制中还要完成位置回路的增益调整、各坐标方向的螺距误差补偿和反向间隙补偿,以提高机床的定位精度。6.I/O处理I/O处理主要是处理CNC装置与机床之间的强电信号输入、输出和控制。7.显示CNC装置的显示主要是为操作者提供方便,通常有:零件程序的显示、参数显示、刀具位置显示、机床状态显示等。高档CNC装置中还有刀具加工轨迹的静、动态图形显示,以及在线编程时的图形显示等。8.诊断现代CNC装置都具有联机和脱机诊断能力。联机诊断是指CNC装置中的自诊断程序(这种自诊断程序融合在各个部分)随时检查不正常的事件。脱机诊断是指系统不工作,但在运转条件下的诊断。一般CNC装置配备有各种诊断纸带,以检查存储器、外围设备、I/O接口等。脱机诊断还可以采用远程通讯方式进行,即把用户的CNC装置通过电话线与远程诊断中心的计算机相连,由诊断中心计算机对CNC装置进行诊断、故障定位和修复工作。4.1.4CNC装置的主要功能和特点CNC装置采用微处理机以后,实际上就是一台专用微型计算机,通过软件可以实现很多功能。数控装置有多种系列,性能各异,选用
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 伤浪子
伤浪子
本文标题:计算机数控(CNC)装置
链接地址:https://www.777doc.com/doc-293450 .html