您好,欢迎访问三七文档
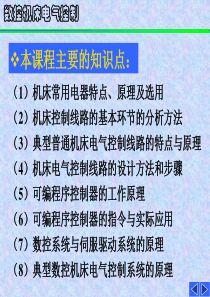
当前位置:首页 > 建筑/环境 > 电气安装工程 > 2013年一级结构工程师考试《基础知识》考点1
摘要:近年来,我国采用新型墙体材料建成了一大批具有不同风格和不同墙体构造类型的建筑物。墙体改革已经发展到了一个新的阶段。砌块建筑是采用由粉煤灰(或其他工业废渣)、混凝土为主要原材料制作的中小型块体替代普通粘土砖的建筑物。砌体建筑的力学特点是具有较高的抗压、抗拉、抗弯强度,但是抗剪强度较低。下面本文从砌筑砂浆质量,砌块质量及砌筑过程中常见问题三个方面进行砌体工程砌筑要点分析。关键词:砌体砌筑分析1砌筑砂浆质量砌筑砂浆质量无疑对砌体工程影响巨大。砌筑砂浆的和易性差,保水性不好,使砌筑时铺摊和挤浆存在困难,影响砂浆与砖的粘结力,降低砌体的抗压、抗拉和抗剪强度;或砌筑砂浆强度波动较大、匀质性差。1.1原因分析使用的材料质量不合格或者拌制砂浆的配合比错误。水泥的质量直接影响砂浆的性能,使用小厂生产的稳定性差的水泥,或使用储存时受潮结块的水泥,往往造成砂浆的强度等级偏低;砂的含泥量大,使得砂浆的粘性大、收缩性大、强度低、耐久性差;拌制砂浆时各组成材料不计量,砂浆的配合比不准确,常使其强度波动性大,且多数强度偏低,从建筑倒塌事故分析看,发生倒塌事故建筑的砌筑砂浆强度等级一般都低于设计要求。1.2预防措施①水泥砂浆采用的水泥,在使用前要进行抽样测试,合格后方可使用。严禁使用废水泥。②不同品种的水泥不能混用。这是由于各种水泥成分不一,混合使用后往往会发生材性变化和强度降低现象,引起工程事故。③砂浆中砂的含泥量应符合规范的规定。④严格控制配合比。⑤为改善砂浆的和易性及保水性,掺入石灰膏作为塑化剂。严禁使用脱水硬化的、受冻的、污染的石灰膏。⑥灰槽中的砂浆,必须随拌随用,要严格杜绝隔日砂浆不经处理而继续使用。⑦砂浆强度等级要按照规定到现场随机抽样制作试块,以标准养护28D的抗压试验结果为准。⑧砂浆宜采用机械搅拌。搅拌时间要符合规范要求。分两次投料,先加入部分砂子、水及全部石灰膏,通过叶片搅拌及砂子搓动,将石灰分散后,在投入其余的砂子和全部水泥。2砌块质量用不合格的次砖砌墙。砌体强度达不到设计要求,使砌体产生裂缝,严重的还会产生倒塌事故;用于砖砌墙,砂浆很难铺摊,砖缝不易饱满,干砖与砂浆的粘结性差,使得墙体很容易渗水,砌体质量低劣,强度不满足要求。2.1原因分析砖的强度是否符合设计要求是保证砌体受力性能的基础,如果采用强度低的砖,尤其是烧制过程中欠火的砖砌墙,必定使砖体的承载能力降低,达不到设计要求。另外,砖砌筑前浇水中砖砌体施工工艺的一部分,砖的湿润程度对砌体的施工质量影响较大,对比试验证明,适宜的含水率不仅可以提高砖与砌体之间的粘结力,提高砌体的抗剪强度,也可以使砂浆的强度保持正常增长,提高砌体的抗压强度。有测试结果标明,用干砖砌的墙其抗剪强度比用湿砖砌的墙低41.6%.2.2预防措施砌体用砖必须先抽样检测合格后方可用于砌墙,凡不合格砖块严禁入场和使用;对已进场的砖需检查,必须剔除不合格的砖块;如有欠1/2的次砖已经夹砌在墙体中,必须拆除;砌砖前和砌砖中要加强砖浇水的工序管理,设专人浇水,并提高浇砖方法和要求。3砌筑过程中常见问题3.1砌筑方案错误砖柱采用包心砌法,砖块之间没有错缝搭接,垂直缝从下至上为通缝,而通缝不能传递剪力,使砖柱不能成为整体。当砖柱承受大偏心荷载时,产生部分压缩和拉伸,使包心柱在外力作用下失稳破坏;砌筑砌体时采用错误的组砌方式,如实心墙采用五顺一丁甚至二十多顺一丁的组砌方式,砖互不衔接,不能相互传递剪力而过早破坏。3.1.1原因分析管理人员对砌体质量的重要性认识不足,管理不善。瓦工不经培训即上岗,对操作规程不熟悉,砌砖的基本功不够。3.1.2预防措施为了保证砖砌体的整体性,应该严格按照规范进行施工,规范要求在砌筑砖砌体时应上下错缝,内外搭接,实心砖砌体可采用一顺一丁、梅花丁或三顺一丁的组砌形式,并特别提出“砖柱不得采用包心砌法”。工长应加强管理,认真协调好交接面处的施工,明确责任。3.2纵横墙接槎不牢砌体的转角处和交接处普遍采用留直槎,但不按规定放置拉结钢筋;有的工程留斜槎不符合要求,如只在墙身下面1cm范围留斜槎,上部还是留直槎;还有的工程几乎都是先将一层的外墙砌至平口,在所有的内外墙交接处均留直槎,然后转入砌内墙;接槎马虎,有的接槎处灰缝中几乎没有砂浆。这些都严重影响房屋的整体性和抗震性。3.2.1原因分析现场管理混乱,对砌砖的瓦工安排不当,交接面处协调不到位;瓦工的基本素质低,对操作规程不熟悉或违章作业。3.2.2预防措施砖混建筑施工中,砌体的转角处和交接处的牢固性是保证房屋整体性的关键。规范要求砖砌体的转角处和交接处应同时砌筑,严禁无可靠措施的内外墙分砌施工。对不能同时砌筑而又必须留置的临时间断处应砌成斜槎。如果留斜槎确有困难,除转角外,也可留直槎,但必须是凸槎,并沿墙高每间隔不大于500mm的距离加设拉接筋,其埋入长度每边均不得小于500mm.砖砌体的施工临时间断处的接槎部位本身就是受力薄弱环节,必须清理、润湿并填实砂浆。3.3灰缝砂浆不饱满块体间砂浆不饱满,空缝处的砌体抗拉和抗剪强度下降,荷载作用下易使砌体产生裂缝,影响其强度。另外,雨水会从缝中渗入,隔声、隔热、保温性能差,影响建筑物的正常使用。3.3.1原因分析由于水泥砂浆的和易性较差,砌筑时挤浆费劲,操作者用大铲或瓦刀铺刮砂浆后,使底灰产生空穴,砂浆层不饱满,砖与砂浆层的粘结较差;有时由于铺灰过长,砌筑速度跟不上,砂浆中的水分被底砖吸收,使得砌上的砖层与砂浆不能粘结;用于砖砌墙,使砂浆早期脱水而降低强度,干砖表面的粉屑起隔离作用,减弱了砖与砂浆层的粘结;操作工的基本功不扎实,砌砖时挤浆不足,产生空头缝或瞎缝。3.3.2预防措施水平灰缝的砂浆饱满程度对砌体强度和整体性影响很大,竖向灰缝对砌体抗剪强度影响显著。规范规定水平灰缝的砂浆饱满程度不得小于80%;如果竖向灰缝不饱满,则砌体的抗剪强度将降低40%-50%.具体措施如下:①改善砂浆的和易性是确保灰缝砂浆饱满和提高粘结强度的关键。②改进砌筑方法,应推广“三一砌砖法”,又称挤揉法,即“一刀灰、一块砖、一挤揉”。③严禁用于砖砌墙。对于按设计烈度九度设防的地震区,在严冬无法浇砖的情况下,不宜进行砌筑。3.4清水墙面质量问题清水墙面水平灰缝不直,墙面凹凸不平;清水墙面“游丁走缝”,即大面积清水墙面出现丁砖竖缝歪斜、宽窄不均匀,丁不压中(丁砖在下层条砖上不居中),窗台部位与窗间墙部位上的上下竖缝发生错位、搬家等,产生所谓的“螺旋墙”,即砌完一个层高的墙体时,同一层的标高差一皮砖的厚度,不能交圈等。3.4.1原因分析管理松散,怕麻烦,砌墙时不立皮数杆,使得水平缝失控,层高误差大;断砖的应用不当,有的将断砖集中砌在某一部位,造成连续通缝。3.4.2预防措施严格按照施工工艺要求施工。砌墙前要在建筑物的四角及沿长度方向的一定距离立好皮数杆,并根据设计要求,将砖和砌块的规格及灰缝厚度在皮数杆上标明,并将竖向构造变化部位标明,灰缝的厚度应控制在8-12mm之间;断砖必须及时随整砖分散砌筑在内墙和受力较小的部位,不得砌在窗间墙或受力较大的墙垛处,也不能砌成四皮以上通缝。一、前言铝合金阳极氧化前处理工艺是决定产品外观质量的重要环节,型材机械纹的去除、起砂、亚光、增光等多种质量要求均由前处理工艺决定。传统的前处理工艺分为三种:(1)、碱蚀工艺:由除油→水洗→碱蚀→水洗→水洗→出光→水洗→水洗→氧化组成,即型材经除油后,在碱蚀槽中经碱蚀处理去除机械纹和自然氧化膜、起砂,然后经出光槽除去表面黑灰,即可进行阳极氧化。该工艺的核心工序是碱蚀,型材的表面平整度、起砂的好坏等均由该工序决定。为了达到整平机械纹的目的,一般需碱蚀12-15分钟,铝耗达40-50Kg/T,碱耗达50Kg/T.如此高的铝耗,既浪费资源,又带来严重的环保问题,增加废水处理成本。该工艺已采用了100多年,全球大部分铝材厂沿用至今,直到近两年,才由酸蚀逐渐取代。(2)、酸蚀工艺:由除油→水洗→酸蚀→水洗→水洗→碱蚀→水洗→水洗→出光→水洗→水洗→氧化组成。型材经除油后先酸蚀,后碱蚀,出光,完成前处理。该工艺的核心工序是酸蚀,去机械纹、起砂等均由酸蚀决定。不同于碱蚀,酸蚀的最大优点是去机械纹能力强、起砂快、铝耗低,一般3-5分钟即可完成,铝耗几乎是碱蚀的1/8-1/6.从工作效率和节约资源的角度看,酸蚀无疑是碱蚀工艺的一大进步。然而,酸蚀的环保问题更加突出:酸槽的有毒气体HF的逸出及水洗槽Fˉ的污染。氟化物一般都有剧毒,处理更加困难。另外,酸蚀处理后,型材外观发黑发暗,尽管不得已延续了碱蚀和出光,可增亮一些,但仍然很暗,既增加了工序,又损失了光泽,这些问题至今还没有有效的解决方案。(3)、抛光工艺:由除油→水洗→抛光→水洗→水洗组成,型材经除油后即放入抛光槽,经2-5分钟抛光后,可形成镜面,水洗后可直接氧化。该工艺的核心工序是抛光,去纹、镜面都在抛光槽完成。抛光具有铝耗低、型材光亮的优点,但抛光槽的NOx的逸出,造成严重的环境污染及操作工的身体伤害,同时,昂贵的化工原料成本等因素也制约了该工艺的推广。通观上述三种工艺,虽各有特点,但缺点也比较突出,如碱蚀铝耗高、碱渣多、工效低;酸蚀氟化物污染、型材发暗;抛光污染严重,成本过高等等。这些工艺要么污染了环境,要么浪费了铝资源,要么降低了铝材表面质量,亟待进行工艺改进。本公司推出的XY-Z整平光亮剂,正是为弥补上述三种前处理工艺的不足而精心设计的一种全新的表面处理技术。二、整平光亮工艺所谓整平光亮工艺,是继抛光、碱蚀、酸蚀之后推出的一项新的表面前处理工艺,是对碱蚀、酸蚀工艺的深刻改造和变革,它既具有酸蚀铝耗低、去机械纹能力强、起砂快的优点,又具有抛光的亮丽,但却根本杜绝了抛光NOx污染、酸蚀氟化物污染、碱蚀碱渣污染等弊端,是一项颇具前途、具有革命性的新工艺。(一)、工艺流程整平光亮工艺比酸蚀、碱蚀要简单得多,甚至比抛光工艺都简单,主要由下述工序组成:整平光亮→水洗→水洗→氧化。本工艺的核心是整平光亮,整平机械纹、起砂、光亮等均由整平光亮槽完成,整平光亮后即可氧化,省去除油、碱蚀、中和等工序。(二)、型材外观经过整平光亮技术处理过的型材具有三大特点:1、平整:在整平剂作用下,1-5分钟内,可完全去掉机械纹,表面特别平整。2、细砂:在起砂剂的作用下,型材表面起了一层均匀细砂,是喷砂和酸蚀技术很难达到的。3、光亮:在光亮剂的作用下,型材表面非常光亮,几乎可跟抛光材媲美。(三)、适用范围1、建筑型材:银白料经整平光亮后,表面非常平整、光亮、砂粒细腻均匀;着色、染色与整平光亮技术的结合,使得型材表面象经过打蜡处理后一样鲜艳;电泳与整平光亮技术的结合能大幅度提高型材档次。2、工业用材:汽车轮毂、自行车圈、自行车架等用铝合金制成的各类工业用材都可用整平光亮技术处理,以取代机械抛光,提高生产效率及产品档次。3、家用电器:很多家用电器铝制外壳,都可借助本技术提高外观质量。灯饰及装饰用材也可借用本技术。(四)、工艺规范1、开槽:整平光亮液(开槽液)2、生产:温度:95-110℃时间:1-5min3、添加:当槽液液面不能满足生产要求时,应及时补充添加液。补充添加液时一定要补充到初始液位。添加后,应充分搅拌槽液,然后开始生产。4、管理:整平光亮槽管理非常简单,及时按比例添加即可,溶解与带出的AL3+可达到平衡,槽液寿命在3年以上。5、消耗:铝耗比酸蚀低,与抛光相当;整平光亮剂消耗约为200-250Kg/T.三、工艺对比整平光亮技术是在碱蚀、酸蚀、抛光技术基础上发展起来的,她吸收了前三项技术的优点,同时又避免了其缺点,是-项难得的技术突破。工程测量测量基本概念1、将工程结构物的设计位置在实地标定出来,以作为施工的依据,该项工作称为测设。2、高斯平面直角坐标系:x轴向北为正,y轴向东为正。3、绝对高程是该点沿铅垂方向到大地水准面的距离;相对高程是到假设水准面的距离。4、确定地面点位的三个基本观测量是:距离、角度和高差。水平测量5、视准轴是指物镜中心与十字丝交点。6、水准测量中,要求前后视距相等的目的在于消除视准轴不平行于水准管轴误差的影响以及消除或
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 hm59949119
hm59949119
本文标题:2013年一级结构工程师考试《基础知识》考点1
链接地址:https://www.777doc.com/doc-2977692 .html