您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 2012年山东省机修钳工高级技能竞赛考核试卷
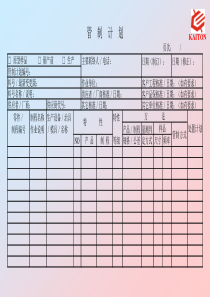
机修钳工高级操作技能考核试题第1页共8页山东省职业技能鉴定题库试卷机修钳工高级技能竞赛考核试卷考生姓名:准考证号:单位:试题一、燕尾转位滑配组合件考核要求:1.本题分值:满分100分,占操作技能成绩的70%。2.考核时间:准备时间15分钟,正式操作时间315分钟。3.考核形式:现场实际操作4.具体考核要求:①熟练机修钳工基本操作技能,精密划线、锉、锯、钻铰等操作。②根据提供图纸要求完成组合件制作。③考试应独立操作,按正确工艺完成操作。④能正确使用工、量具,做到安全文明生产。⑤考生完成考试,并清理现场卫生。5.机修钳工(高级组)燕尾转位滑配组合件实操样图如下机修钳工高级操作技能考核试题第2页共8页机修钳工高级操作技能考核试题第3页共8页机修钳工高级操作技能考核试题第4页共8页机修钳工高级操作技能考核试题第5页共8页机修钳工高级操作技能考核试题第6页共8页机修钳工高级操作技能考核试题第7页共8页试题二、机床二维工作台拆装、测量与调整考核要求:1.本题分值:满分100分,占操作技能成绩的30%。实际配分30分。2.考核时间:准备时间15分钟,正式操作时间135分钟。3.考核形式:现场实际操作4.具体考核要求①考前准备:阅读竞赛任务书、根据图纸熟悉设备、工卡量具准备及整理;②将二维工作台部件拆卸分解成零件,注:滚珠丝杠丝母副、方形直线导轨副不需分解。③将二维工作台所拆卸零件进行清洗、清洁、涂油。注:滚珠丝杠丝母副、直线导轨副不需清洗。④将二维工作台零件组装成部件,按正确工艺顺序,分部测量调整达到二维工作台各运动精度。⑤掌握试运转的相关要求,精度检验及试车验收:运动精度检验和运动灵活性检验。⑥所有装配过程必须严格遵守机修钳工安全操作规程及文明生产的要求;正确使用工具、量具、检具和专用设备等。⑦装调方法合理,装配顺序和方向正确,零件装配位置准确。⑧对轴、轴承、齿轮、丝杠和导轨等精度检测。要求方法正确,读数准确,数据处理正确。⑨掌握装置的机构特点级相适应的各种调整方法。5.机床二维工作台实操图纸机修钳工高级操作技能考核试题第8页共8页机修钳工高级操作技能考核评分记录表第1页共5页山东省职业技能鉴定题库试卷机修钳工高级技能考核评分记录表考生姓名:准考证号:单位:总成绩统计表序号试题名称配分(权重)得分备注1燕尾转位滑配组合件100(70%)2机床二维工作台拆装、测量与调整100(30%)合计(100)试题一、燕尾转位滑配组合件(配分100分)姓名工件号开工时间结束时间序号名称检测项目配分评分标准测量结果得分检测人1件1底板60±0.01(2处)4超差不得分220±0.01(2处)2超差不得分331.550-0.052超差不得分4M5×121不符要求全扣5(2处)4超差不得分660°±2′2超差不得分7件2燕尾滑动板60±0.01(2处)4超差不得分8φ10H72超差不得分9(2处)4超差不得分10孔面Ra1.61每降一级扣1分12件3固定板60±0.01(2处)4超差不得分1331.550-0.052超差不得分1460°±2′(2处)6超差不得分1530±0.022超差不得分机修钳工高级操作技能考核评分记录表第2页共5页165±0.051超差不得分17φ10H72超差不得分18(2处)4超差不得分19孔面Ra1.61每降一级扣1分20全部锉削面全部粗糙度Ra3.28每降一级扣0.5分21装配成型完成全部总装4未总装成,不得分22总装后滑动件移动自如2不符全扣23件1与件3配合检测件1与件3配合间隙不大于0.03(5处)5超差不得分24平面度0.02平面度0.03平面度0.043超差不得分,25件1与件2滑动配合检测件1与件2翻转换向4位置配合间隙不大于0.04(12处)12超差不得分,26平面度0.03(4处)平面度0.04(4处)8超差不得分27螺钉螺钉紧固符合要求不符要求从总分倒扣4分28圆柱销与件2、3孔配合要求1、圆柱销精度符合要求;2、圆柱销与件2、3孔配合符合要求一项不符合要求从总分倒扣4分29其他违反安全文明生产的有关规定,酌情扣1~10。机修钳工高级操作技能考核评分记录表第3页共5页总分100评分人:总分人:年月日考评员签字:考核日期:机械零件加工实际操作竞赛评分说明1.未注公差尺寸按IT12加工和检验。2.因系手工操作,赛件加工表面沿周边1mm处,不作检验要求。3.配合间隙检测时,塞尺插入4毫米视为超差。4.赛件有严重不符合图纸要求或严重缺陷的情况时,应扣除有关项目配分。5.在加工过程中,发现参赛者使用钻模或二类工具则赛件按零分计。6.在检测过程中,发现与大赛工件标记不同赛件,则该赛件一律按零分计。7.选手竞赛违反安全文明操作规程时,现场裁判需将违规现象记录在册,扣分情况由现场裁判组决定。8.未尽事宜,由现场裁判组裁决。试题二、机床二维工作台拆装、测量与调整(配分100分)姓名工件号开工时间结束时间序号竞赛内容考核项目配分评分标准测量结果得分检测人1考前准备阅读竞赛任务书1无过程实施动作全扣2根据图纸、熟悉设备23工量具准备及整理24二维工作台部件拆卸分解成零件工具选择正确、使用合理4一次不合理扣1分5符合拆卸原则,顺序合理8一次不合理扣1分6拆卸零件完整无损伤4一个零件损伤扣2分,7拆卸后零件合理分布摆放4零件无规则混放全扣机修钳工高级操作技能考核评分记录表第4页共5页8清洁工作零件清洗、清洁、涂油5无过程实施全扣9二维工作台组装底板平面度检测及基准侧面确定3无过程实施全扣10底板直线导轨1安装紧固a、一导轨与底板基准侧面平行度测量,允差0.02b、两导轨之间平行度测量,允差0.026无过程实施全扣检测方法错误一项扣2分,精度一项达不到扣1分11滚珠丝杠1部件组装a、滚珠丝杠精度测量b、滚珠丝杠部件装配工艺方法正确合理6无过程实施全扣检测方法错误扣3分,装配工艺不合理扣3分12滚珠丝杠1部件安装紧固a、滚珠丝杠找中b、滚珠丝杠与直线导轨平行度测量,允差上母线0.02;侧母线0.02。8无过程实施全扣,检测方法错误一项扣2分,精度一项达不到扣1分13中滑板安装紧固a、四等高块等高度测量b、丝母座与中滑板连接测量c、紧固螺钉方法步骤6无过程实施全扣一项错误扣2分14中滑板直线导轨2安装紧固a、下导轨1与上导轨2垂直度测量,允差0.02/300mmb、两导轨2之间平行度测量,允差0.016无过程实施全扣检测方法错误一项扣2分,精度一项达不到扣1分机修钳工高级操作技能考核评分记录表第5页共5页15滚珠丝杠2部件组装a、滚珠丝杠精度测量b、滚珠丝杠部件装配工艺方法正确合理4无过程实施全扣检测方法错误扣2分,装配工艺不合理扣2分16滚珠丝杠2部件安装紧固a、滚珠丝杠找中b、滚珠丝杠与直线导轨平行度测量,允差上母线0.02;侧母线0.02。8无过程实施全扣检测方法错误一项扣2分,精度一项达不到扣1分17上滑板安装紧固a、两等高块等高度测量b、丝母座与上滑板连接测量4无过程实施全扣一项错误扣2分18装调过程中零件完整无损伤4一个零件损伤扣2分19各紧固螺钉无松动5有松动现象全扣20精度检验试车验收运动精度检验:中滑板移动与上滑板移动垂直度0.02。6检测方法错误扣4分,精度达不到扣2分21工作台运动平稳、无爬行、卡死现象。4一个方向运动不平稳扣2分22其他违反安全文明生产的有关规定,酌情扣1~10。总分100评分人:总分人:年月日成绩考评员签字:考核日期:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 asdwlin
asdwlin
本文标题:2012年山东省机修钳工高级技能竞赛考核试卷
链接地址:https://www.777doc.com/doc-2998045 .html