您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 2012机械制造基础考卷及补考卷(A_B卷)及答案
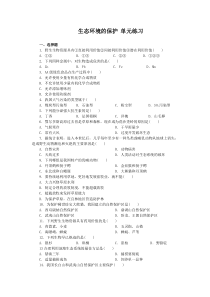
11.刀具角度标注由三个平面组成,分别是:(基面)(切削平面)(正交平面)。2.标注刀具角度时三个假设是:(切削只有主运动)(刀杆安装成与工件中心线垂直)(刀尖与工件中心线登高)。3.车刀的六个独立角度中,哪两个确定副后面的方面?4.零件表面的形成是一条(母线)线沿着另一条(导线)线的运动轨迹,这两条线称作发生线。5.发生线是由(刀具的切削刃)和(工件)的相对运动形成的,这两者的相对运动是由(机床)提供。6.采用成形法加工齿轮的方法(铣齿)(拉齿)(磨齿)。7.表面成形方法:(相切法)(轨迹法)(范成法)(成形法)。8.工件相对于刀具的位置取决于(夹具在机床上)的正确位置和(工件在夹具中)的正确位置。9.工件直接装入夹具,依靠工件上的(定位基准)和夹具上的(定位元件)相接粗来保证工件位置。10.V形块定位通用于工件(圆柱)表面定位。11.定位误差由(基准位置误差)和(基准不重合)组成。12.轴类零件应用轴向定位,长心轴限制(4)个自由度,短心轴限制(2)个自由度。13.辅助支承起到提高(元件支撑刚性)的辅助定位作用,而不起主要定位作用。14.按误差出现规律,分(系统误差)和(随机误差)。15.加工经济精度是指在(质量标准的设备和误差)(标准技术等级的工人)(合理的加工时间)条件下能达到的加工精度等级。216.确定加工工序顺序时应遵循(先主后次)(先粗后静)(先基面后其他)原则。17.在普通锻床上采用(钻)(扩)(铰)实现IT7—IT8的中小孔加工是一种常用的加工工序。18.划分工序的关键是(加工地点是否改变)(加工过程是否连续)。19.精基准使用工件上的(经过加工后的)表面作定位基准。20.背吃刀量指主刀刃与工件切削表面接触长度在某一方向的值,这一方向是:(D)A.切削平面法向B.正交平面法向C.基面投影D.主运动及进给运动所在平面法向方向21.从小批量加工精度考虑,采用(A)刀具材料可获得高精度。A.高速钢B.P系列硬质合金C.M系列硬质合金D.D系列硬质合金22.机床通用特性代号H代表(C)。A高精度B数控C自动换刀23.车削长度L/D10的阶梯轴内孔时常用(A)机床。A中心架B跟刀架24.平板上铣工槽,除长度自由度不限制外其余的自由度被限制,这属于(B)。A完全定位B不完全定位C过定位D前定位25.无论几个支撑点与工件接触,都只能限制一个自由度,这个支撑是(C)。A固定支撑B可调支撑C自位支撑D辅助支撑26.切削塑性材料,切削温度最高点在(B)。A刀尖B前刀面靠近刀刃处C后刀面靠近切削刃D主刀面327.同切削刃持久性考虑,切削同种材料,可提高持久度A.高速钢B.P系列硬质合金C.M系列硬质合金D.D系列硬质合金28.车削L/D10的光轴,常采用(B)做机床副件。A中心架B跟刀架29.磨高速钢车刀用(B)砂轮。A碳化硅B氧化铝30.一般情况由于夹具尺寸大,且要求有一定的尺寸精度,一般用(A)材料夹具。A铸铁B铸钢C铸铅31.机床夹具中夹具装置应满足下列除(C)以外的要求。A动作准确B机床自动化与实际适应C夹紧力尽量大D加紧装置尽量简单32.对卧式车床导轨加工精度影响最大的是(A)。A导轨水平面直线度B垂直面内直线度C前后导轨平行度33.两次机床调整后,加工的零件放在一起,加工误差出现(双峰峰波)分布形式。34.工序余量公差等于什么?上道工序尺寸公差加本道工序(B)A之和B之差C之和的二分之一D之差的二分之一35.有色金属一般不能用(C)方式加工。A精金镗床B高速精车C磨削D高速铣削36.镗床加工内孔(A)误差对工件圆度影响最大。A主轴轴承内径圆度误差B主轴颈圆度误差37.为提高接触面耐磨性,摩擦副的(C)的耐磨度最好。4A表面粗糙度越小越好B越大越好C存在一个最佳值38.箱体类零件常采用(B)定位作为统一精基准。A一面一孔B一面两孔C两面一孔D两面两孔39.经济加工精度是(C)条件下加工精度。A最不利B最小C最小成本D正常加工40.画刀具角度(1)γo=10º、αo=6º、Kr=60º、λs=6º、αoˊ=6º、Krˊ=15º(2)γo=15º、αo=5º、Kr=45º、λs=5º、αoˊ=5º、Krˊ=15º41.从刀具耐用度角度出发,按顺序选择切削用量可获得最大生产率,为什么?答:先主后次,先粗后精,先基面后其他。42.什么叫顺铣,什么叫逆铣?各适用于什么情况?5答:工件进给方向与铣刀的旋转方向相反称为逆铣。工件进给方向与铣刀的旋转方向相同称为顺铣。在粗加工或加工有硬皮的毛坯时用逆铣。1)从切屑截面形状分析逆铣时,由于切削刃钝圆半径的影响,刀齿在已加工表面上滑擦一段距离后才能真正切入工件,因而刀齿磨损快,加工表面质量较差。顺铣时则无此现象,但顺铣不宜铣带硬皮的工件。2)从工件装夹可靠性分析逆铣时,刀齿对工件的垂直作用力向上,容易使工件的装夹松动。顺铣时,刀齿对工件的垂直作用力向下,使工件压紧在工作台,加工比较平稳。3)从工作台丝杆、螺母间隙分析逆铣时,工件承受的水平铣削力与进给速度的方向相反,铣床工作台丝杠始终与螺母接触。顺铣时,铣刀会带动工件和工作台窜动,使铣削进给量不均匀,容易打刀。43.切削用量中,什么对切削温度影响最大?什么最小?为什么?答:切削速度影响最大,背吃刀量影响最小。根据硬质合金刀加工正火状态的45钢可知,当加工速度增加一倍,温度增加百分之二十到三十,当进给量增加一倍,温度增加百分之十,背吃刀量增加一倍,温度增加百分之三。44.铣刀直径为Φ80mm,齿数为10,铣削用28m/min,进给量S=0.06mm每尺。求铣床主轴转速n=?每分钟进给量=?V=πnd/1000(m/min),一公式可以求出转度。进给量=nff=0.06*10645.刀具磨损过程分几个阶段,给出磨损曲线。答:分为初期磨损,正常磨损,急剧磨损。46.加工工序要求:加工粗线部分,要求同轴,要求保证L,使用车床。试确定定位方式。47.圆盘上加工通孔,要求保证R,保证A孔与B孔角度,A孔相对底面垂直,钻床上加工。试确定:限制那些自由度?48.试述切削厚度,速度,刀具前角,工件材料对金属变形程度的影响。答:工件材料的刚性大小和塑性大小直接影响切削变形,塑性越大,变形越大。选择合理的材料或者改善材料的组织机构,可以有效的控制变形程度。刀具的结构对金属变形程度有直接影响。例如,刀具的前角增大,可以有效的减少切屑金属的变形程度,锋利的切削刃和较大的后角可以减小已加工表面的变形。调整适当的切削用量,可以有效控制切削变形。例如,精加工时,选择较快或者较慢的切削速度,就是为了防止切削瘤的产生。选择合理的背吃刀量,可以有效控制切削变形。49.在三台车床上分别加工三批工件的外圆表面,加工后经测量,三批工件分别产生了如图4-59所示的形状误差,试分析产生上述形状误差的主要原因。答;A是工件对机床的刚性较差7B是机床对工件的刚性较差C是机床导轨的水平面内直线度误差大引起的50.下面应限制那些自由度?(1)铣通槽,槽高度,到边上的宽度,槽与底面平行(2)轴上钻通孔,要孔中心与轴中心垂直相交,保证L51.镗床和钻床都属于孔加工机床,简述两者在应用中有那些差别?答:加工孔径大小;是否是标准孔;是否实体材料上加工孔;是否是孔系加工或孔之间有较高的位置要求等。镗床和钻床都属于孔加工机床,简述两者在应用方面的主要区别。(6分)镗:支架、箱体类零件上的大孔和非标准孔的加工、以及孔系的加工,加工精度高,可修正位置精度误差。钻:各类零件上的中小尺寸的标准孔,钻床不能修正位置精度误差。52.在各类机床中用来加工外圆表面、平面、沟槽、内孔,分别有那些机床可加工?这些机床在应用时有什么区别?答:车床,钻床,镗床,铣床,刨床,磨床都可以加工。计算题:53.按图示方式定位铣轴平面,要求保证尺寸A,已知:D=Φ0.290,B=0.335,A=0.3540。若不能满足,写出改进方法。8Oa设计基准为轴心线O,其两个极限位置为mind、maxB和maxd、minB,根据定位误定义,得:mmTTTBdddw433.0222(用用定位误差组成dbjbdw计算也可。)54.图示,在卧式铣床上采用调整法对轴上的缺口进行铣削加工,在加工时选取大端端面A轴向定位,计算工序尺寸及公差。9解:首先图上标注工序尺寸:工序尺寸l再画尺寸链图封闭环:82增环:146减环:20;l用极值公式解题,结果为441020..55.图12(a)所示套类工件铣键槽,要求保证尺寸,分别采用图(b)所示的定位销定位方案和图(c)所示的V形槽定位方案,分别计算定位误差。02.09410b)0.6;c)0.0293附录1:图中外圆车刀六个基本角度为:γ0=100、α0=80、α/0=70、Kr=900、λs=-80、K/r=200。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 gaodaqq
gaodaqq
本文标题:2012机械制造基础考卷及补考卷(A_B卷)及答案
链接地址:https://www.777doc.com/doc-3004898 .html