您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 2010年冷轧连退出口卷取机解体检修施工方案
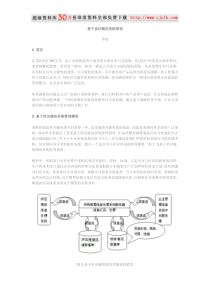
连退出口卷取机解体检查施工方案编制:审核:批准:编制单位:日期:第1页共7页一、项目概况冷轧连退出口张力卷取机是轧线的最后一步工序,卷取机主要起到将带钢卷成空心卷,通过钢卷小车将钢卷送至步进梁到包装机组进行包装。该卷取机芯轴主要组成部件包括:扇形板、胀缩棱锥套、胀缩缸、卷筒芯轴等,工作原理为油缸的轴向往复运动通过芯轴拉杆及滑套传递到胀缩滑块上,通过斜面将轴向运动转化为扇形板的径向涨缩。该卷筒经长时间使用后,出现芯轴拉杆断裂的情况,并通过此次检修使用煤油对设备的磨损情况进行清洗检查和预防。因此,此次检修主要需要对卷筒扇形板、芯轴拉杆及胀缩滑块等零部件进行在线检查及更换,恢复卷筒工作精度。技术参数:卷筒公称直径468mm卷筒长度大约2375mm套筒508mm长度大约2250mm外径483-508膨胀时内径438-468膨胀时材料橡胶套筒610mm长度大约2250mm外径585-610胀缩时内径438-468胀缩时材料橡胶轴承移动±150mm中心控制卷取方向上卷取或下卷取齿数比4最大张力最大15N/mm²二、主要施工内容1.开观察孔,齿轮轴承检查;2.拆卸前卷筒原始数据测量;第2页共7页3.卷取机卷筒在线解体;4.扇形板拆卸检查;5.胀缩滑块拆卸检查;6.芯轴清洗检查,滑键检查,铜套检查,油脂补充;7.卷筒组装调整,数据测量。三、施工网络图工时工序(总工时共23小时)四、项目组织体系五、主要方法与步骤1.主要施工准备1)人员配置:第3页共7页工种钳工起重焊工电工辅助合计人数41104102)工器具及材料准备序号工器具名称型号规格单位数量1钳工常用工器具常规套12液压分体千斤顶100T套23钩形扳手165-170把14力矩扳手300—1000Nm把15打击扳手M30把16铜棒φ30、φ40根27轴承加热器卧式套18百分表0-10mm套29塞尺0-5mm把110游标卡尺0-300mm把111卷尺5m把112吊环M12个413吊环M20个114钢丝绳常规套115倒链1T个416自制扳手M120个117液压拉马100T台12.施工拆装示意图图1卷筒装配图图2头部将军帽详图图3扇形板尾部详图3.主要施工步骤、方法与要求序号主要施工步骤安全措施技术要点1三方确认,停电挂牌施工区域做好明显标识施工人员进行现场安全技术交底,明确施工内容、分工及施工要点2搭设施工平台解体前检测3解体拆卸前卷筒原始数据测量时卷筒需转动及涨1.涨缩尺寸测量;第4页共7页检测缩时,各方做好协调沟通工作,防止卷筒误动作,造成人员伤害,施工人员在施工平台上工作时需系挂安全带2.芯轴水平度、垂直度测量;3.减速箱齿面间隙的测量;4.卷筒外圆圆柱度测量检查;5.卷筒头部外圆跳动测量检查;芯轴解体4使卷筒处于涨开位置,用2个倒链锁住芯轴两端。卷筒动作时联系确认5拆除扇形板夹紧环拆除吊卸时注意6依次拆出扇形板滑块及对应扇形板吊卸平稳,防止坠物,转动卷筒时做好联系确认使要拆下的扇形板处于芯轴下方,两个倒链要同时放,扇形板及滑块要做好标记7拆下后对扇形板探伤检查磨损情况磨损情况用照片记录8拆除芯轴将军帽端盖及轴头锁母9用倒链吊住将军帽,拆除滑套与棱锥连接螺栓,吊出将军帽(450kg)吊卸时吊点选择合理,防止发生重心偏斜碰撞,损坏芯轴拆出时滑套与棱锥做好标记10拆除棱锥滑套挡环11吊出棱锥套(384kg)吊卸时吊点选择合理,防止发生重心偏斜碰撞,损坏芯轴12棱锥套清擦探伤检查磨损情况照片记录芯轴组装13棱锥套内部加油,回装回装时平稳吊装对准键槽,水平回装以防划伤芯轴14回装棱锥挡环注意按标记回装15回装将军帽回装平稳,防止坠物,回装时注意滑套与棱锥对应标记16回装将军帽锁母及端盖锁母回装后注意,防松垫位置17依次回装扇形板及滑块吊卸平稳,防止坠物,芯轴转动时联系确认。回装时注意扇形板与滑块对应标号,按照相对位置顺序回装,回装时棱锥对应面处于上方。18回装扇形板夹紧环动作试验19卷筒作涨缩动作,测量相关测量时卷筒需转动及涨1.观察卷筒涨缩过程第5页共7页参数缩时,各方做好协调沟通工作,防止卷筒误动作,造成人员伤害是否流畅;2.测量卷筒涨缩直径;3.测量卷筒涨开时圆柱度;4.测量扇形板径向间隙;5.测量卷筒头部跳动。20现场清理现场杂物、工器具整理收集,保持现场清洁21三方确认,摘牌试车六、技术质量保证1.技术质量保障体系2.主要技术要求及质量保证措施(1)扇形板、滑块等在拆卸前均要做好编号标记;(2)卷筒扇形板外圆圆度测量方法:卷筒涨开至工作位置,使用手拉葫芦将卷筒扇形板收紧,使用固定在卷筒外部的百分表打扇形板三个不同部位的外圆跳动,得出卷筒圆度数据;(3)卷筒扇形板径向间隙测量方法:卷筒涨开至工作位置,使用2只百分表分别打在最上部的扇形板的头部和尾部,读数归零,将该块扇形板转动至最下方,读出表读数,得出该块扇形板径向间隙;(4)卷筒涨缩直径:涨开直径Φ468±2mm,收缩直径Φ438±2mm;(5)组装后卷筒外圆跳动0.50mm;(6)组装后扇形板自由状态径向间隙1mm。(7)卷筒拆卸前及组装后数据测量记录,记录表格见附表1;(8)卷筒各处润滑油路必须使用高压油车或压缩空气疏通,确认油脂可补充到指定部位后,才可对卷筒组装;(9)扇形板、滑板安装前,芯轴内部及滑块工作面上油脂补充充足,便于安装及使用;(10)卷筒拆装过程中遇到异常情况及时与现场技术人员沟通解决。七、安全保障第6页共7页1.安全保障体系2.安全保证措施序号危险源安全措施1现场油污多铺设好石棉布,做好防滑工作2坑道铺设工作平台3动火作业办好动火证,准备好灭火设备,做好动火监护4设备动作需要进行设备动作时,专人指挥,做好沟通交流工作5液压管路拆卸拆卸液压管路前确认管内无余压八、工期保证措施(1)精心组织施工准备,组织人力物力进场,进行临时设施搭建,确保开工后全力施工。(2)全体施工人员必须严格按施工施工计划进行施工,保证每一个节点的如期完成。(3)投入足够的劳动力,根据劳动力计划认真组织施工各阶段的劳动力投入,保证按施工工期完成。(4)施工中各道工序要密切配合,为下一道工序创造良好的施工条件,并留有足够的施工工期。(5)施工负责人进行进度考核,发现影响进度的诸多问题及时解决。九、文明施工措施(1)循序作业—按程序施工,作业顺序合理;人员和机构安排有条理,不混乱,不窝工。(2)物料整齐—施工中的设备、材料、构件摆放整齐,不影响施工场所交通,并有适当的保管防护措施,不丢失损坏。(3)清洁卫生—每日施工结束前必须清理施工区域,以保证施工场地清洁。(4)配合协调—工程施工中能严格遵守与其它项目配合的计划,现场作业中遇有和其它项目发生矛盾时能相互协商处理。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![[中国]有限公司费用管理制度(DOC 27页)](/doc-563179.png)

 mangoangel
mangoangel
本文标题:2010年冷轧连退出口卷取机解体检修施工方案
链接地址:https://www.777doc.com/doc-3069350 .html