您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 塑料电镀基础知识[1]
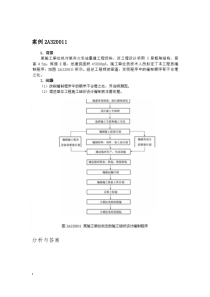
塑料电镀的特点塑料电镀制品具有塑料和金属两者的特性。它的比重小,耐腐蚀性能良好,成型简便,具有金属光泽和金属的质感,还有导电、导磁和焊接等特性。它可以节省繁杂的机械加工工序、节省金属材料,而且美观,装饰性强,同时,它还提高了塑料伯的机械强度。由于金属镀层对光、大气等外界因素具有较高的稳定性,因而塑料电镀金属后,可防止塑料老化,延长塑料件的使用寿命。随着工业的迅速发展、塑料电镀的应用日益广泛,成为塑料产品中表面装饰的重要手段之一。目前国内外已广泛在ABS、聚丙烯、聚砜、聚碳酸酯、尼龙、酚醛玻璃纤维增强塑料、聚苯乙烯等塑料表面上进行电镀,其中尤以ABS塑料电镀应用最广,电镀效果最好。塑料的工艺过程塑料制件电镀的主要工艺流程。塑料制件---机械粗化---化学除油---化学粗化敏化处理---活化处理---还原处理---化学镍---电镀---成品塑料电镀的主要工艺流程1、化学除油防止塑料变形、溶解,应考虑除油液对塑料的适应性。当用碱性除油液时,应注意使用温度,以防变形;用有机溶剂除油时,应注意其是否有溶解塑料的现象。2、粗化为提高结合强度,就得尽可能地增加镀层和基体间的接触面积。粗化的方法有机械粗化法和化学粗化方法两种。机械粗化如喷砂、滚磨、用砂纸打磨等。化学粗化可以迅速地使工件表面微观粗糙,粗化层均匀、细致、不影响工件的外观。3、敏化处理工业上常用的敏化剂为氯化亚锡或三氯化钛的水溶液。4、活化处理所谓活化处理,就是将吸附有还原剂的制件浸入含有氧化剂的溶剂中。一般是浸入贵金属盐类水溶液,于是贵金属离子就被还原剂还原为贵金属,从而在制件表面上形成贵金属膜。这层贵金属可以起到活性催化的作用,帮也称催化膜,它可以加速化学镀的还原反应。实践证明,银、钯等贵金属都具有这种催化能力。5、还原反应经过活化处理的塑料制件,用水清洗后,就可以进行化学镀。塑料制件进行化学镀以前,先在一定浓度的化学镀所用的还原剂溶液中浸一下,把未被水洗掉的活化剂还原,这就是还原处理。化学镀铜时,可先用次磷酸钠溶液进行还原处理。6、化学镀到目前为止,已有很多重金属可以通过化学镀铜的方法从水溶液中沉积出来。从经济角度来看,化学镀铜成本最低,因此被广泛采用。化学镀铜层外观呈铜红色,不能作为装饰和防护层,通常用作非金属、印刷电路板孔金属化等电镀加厚镀层的导电层。化学镀铜只能给塑料制件镀上一层导电源,镀层很薄。要想继续加厚其他镀层时,要先用电镀铜将化学镀铜层加厚。电镀铜时,可以使用酸性镀铜,也可以使用碱性镀铜。塑料制件经过电镀铜以后,就可以根据需要继续电镀其他金属镀层。金属喷镀的原理金属喷镀时,镀面材料在专门的喷汇或喷枪中熔化和雾化,并喷射到基体材料上,这种面饰方法有时也称为金属喷涂。一般使用氧——乙炔焰,但有时也使用其他气体。当镀面金属丝通过焰心自动给送时,金属丝熔化并同时被压缩空气流雾化和喷射到基体材料上。几乎任何一种能够制成金属丝的金属都能用这种方法喷镀。另一种喷枪利用粉末状材料通过火焰喷射出来。这种方法的优点是不仅能喷镀金属,而且也能喷镀金属陶瓷复合材料、氧化物和硬质合金。表面准备因为由金属喷镀所获得的镀覆材料与基体材料之间的结合是纯粹的机械结合,因此,基体材料必须进行适当的准备。以便能获得良好的机械结合。无论采用何种表面准备方法,基体表面都必须清洁而无油污。最常用的表面准备方法是喷砂处理。为此,砂粒足够锋利以产生真正粗糙的表面,对于能在车床上回转的圆柱表面,有效的方法是车出非常粗的螺纹,然后用滚压刀轻轻滚压牙顶。一种可用于平面的改进方法是用圆的切槽刀切出一系列平行槽,然后用滚花刀夺各槽之间的棱面。如果镀覆表面还要加工,则基体表面应该用粗加工或切槽来准备,以便得到最好的准备。金属喷镀的应用金属喷镀在产品设计中有许多重要的用途。如将锌和铝喷镀到钢铁表面上可以得到保护性涂层,以获得耐腐蚀性。因为金属喷镀能将金属喷镀到几乎任何一种金属或非金属表面上,它就提供了一种在不良导体或非导体表面镀覆一层导电表面的简单方法,为此,常常将铜或银喷镀到玻璃或塑料上。由于喷镀的金属可以用各种不同的方式进行处理,例如抛光、刷光、或保留喷镀状态,因此,喷镀金属可在产品及建筑行业中作为装饰手段。塑料的燃烧鉴别方法塑料名称燃烧难易离火后是否熄灭火焰状态塑料变化状态气味硝化纤维素极易继续燃***--迅速燃烧完--聚脂树脂容易燃烧黑烟微微膨胀,有时开裂苯乙烯气味ABS继续燃烧软化,烧焦特殊SAN(AS)浓黑烟软化,起泡,比聚苯乙烯易燃特殊聚丙稀氰味乙基纤维素上端蓝色熔融滴落特殊气味PE上端***,下端蓝色--石蜡燃烧味POM强烈刺激甲醛.鱼腥味PP有少量黑烟石油味醋酸纤维素暗***醋酸味醋酸丁酸纤维素丁酸味醋酸丙酸纤维素熔融滴落燃烧丙酸味聚醋酸乙烯黑烟软化醋酸味聚乙烯醇缩丁醛黑烟熔融滴落特殊气味PMMA浅蓝色,顶端白色融化起泡强烈腐烂花果.蔬菜臭PS橙***,浓黑烟呈炭飞扬软化,起泡特殊苯乙烯单体味酚醛(木粉)缓慢燃烧自熄***--膨胀,开裂木材和苯酚味酚醛(布基)继续燃烧少量黑烟布和苯酚味酚醛(纸基)纸和苯酚味PC缓慢自熄黑烟炭飞扬熔融起泡强烈气味花果臭尼龙NYLON(PA)蓝色,上端***熔融滴落,起泡羊毛指甲烧焦味脲甲醛树脂难自熄***,顶端淡蓝色膨胀,开裂,燃烧处变白色特殊气味,甲醛味三聚氰氨树脂淡***氯化聚醚熄灭飞溅,上端***,底蓝色,浓黑烟熔融,不增长特殊聚苯醚浓黑烟熔融花果臭聚砜黄褐色烟略有橡胶燃烧味聚氯乙烯离火即灭***,下端绿色白烟软化刺激性酸味氯乙烯-醋酸乙烯共聚物暗褐色特殊气味聚偏氯乙烯很难***,端部绿色聚三氟氯乙烯不燃--------不良现象及其原因处理办法1、充填不足[1]成形品的体积过大[2]流道、浇口过小[3]喷头温度低[4]材料的温度或者射出压力低[5]内腔里的流体流动距离过长[6]模具温度低了[7]射出速度慢了[8]材料的供给量过少[9]排气不良2、溢料[1]锁模力不足[2]模具不好[3]模具面的杂质[4]成形品的投影面积过大[5]材料的温度过高[6]材料供给量过剩[7]射出压力高i)要使用成形能力大的成形机。ii)使用成形多数个成品的模具时,要关闭内腔。i)扩展流道或浇口。ii)放快射出速度。iii)增强射出压力。i)喷射空气,以排出冷却的材料。ii)升高材料的温度。iii)改用大型喷头。i)升高材料的温度。ii)增强射出压力。iii)添加外部润滑。i)设置冷余料洼坑。ii)升高材料的温度。i)升高模具温度。ii)放快射出速度。iii)增强射出压力。i)升高材料的温度i)加快射出速度。ii)升高材料的温度i)如属螺桨式装置,增加增塑量;而采用柱塞方式时,则增加从料斗落下的数量。ii)减少外部润滑,改进螺桨的加工条件i)放慢射出速度。ii)将填充不良的位置改为镶件结构或在模具上加设排气槽。iii)改变胶口的位置iiii)改变成形品的厚度i)加强锁模力。ii)降低射出压力。iii)改用大型成形机。i)确实调整好连杆。i)补修导推杆或导钉梢的部位ii)修正模具安装板。增加支撑柱。iii)使用轨距联杆的强度足够的成机i)确实做好模具面的贴合。i)除去杂物i)使用大型成形机。i)降低材料的温度。ii)放慢射出速度。i)调整好供给量。i)降低射出压力。ii)降低材料的温度3气孔在材料为充分干燥时,是挥发物或空气所致;大多时候发生在产品胶厚的位置,实际是材料的收缩引起的真空气泡[1]流道或浇口过小[2]成形品的壁厚差大[3]材料的温度高[4]离浇口的流动距离长[5]脱模过早[6]射出压力低[7]冷却时间短[8]保压不充分4波纹[1]材料流动不畅[2]模具温度低[3]进浇口过小i)将流道或浇口扩展。ii)增强射出压力。i)尽量使壁厚度要均匀。ii)要使壁厚差不显著。i)降低材料的温度。ii)要改进发生气孔的部位的冷却条件。i)增强射出压力。ii)加快射出速度。iii)在成形品上设置棱或厚层部位。i)延长冷却时间。i)增强射出压力。i)延长冷却时间。ii)降低模具温度。i)延长保压时间。ii)增强保压压力。i)升高材料的温度。ii)换用流动性高的材料。iii)增强射出压力。iiii)设定冷料井。加速射出速度。i)采用热油机或热水机提高模温。i)加大进浇口。ii)升高材料的温度。5银条纹[1]水分或挥发成分[2]材料的温度过高[3]模具温度低[4]排气不良[5]成形品或模具的设计不良[6]模具面上的水分或挥发成分[8]混入夹杂的材料[9]螺桨的运转不当6.表面晕暗[1]润滑或挥发成分过多[2]脱模材过多7融合线------实际是2股或多股材料汇合时,材料的融合线。与材料汇合时,材料的粘度有很大的关系。从理论上讲,材料的汇合肯定会产生融合线,只是明显程度的不同而已。[1]材料的温度[2]浇口的设计不当[3]材料里的挥发成分或脱模剂过多[4]材料的凝固快[5]成形品的设计不良i)使材料充分干燥。ii)使用料斗式装载机。i)降低材料的温度。ii)放慢射出速度。i)升高模具温度。i)在模具耦合面加上排气用的条缝。ii)放宽模具与推挺钉梢的间隙。iii)设置真空排气结构间隙i)放大浇口或流道。ii)消除急剧的壁厚差现象。iii)将耦合部位加圆,防止乱流现象的产生。iiii)降低注射速度和注射压力。i)防止模具被过分冷却。ii)减少润滑剂或脱模剂。i)严格材料的管理。i)降低旋转数。ii)升高增塑中的背压。i)材料要干燥好。ii)减少润滑剂。iii)升高材料的温度。i)升高模具温度。i)减少使用量。i)升高材料的温度。和使用较高的模具温度。ii)加速射出速度。iii)增强射出压力。i)改用圆形或扇形进胶口。增加胶口的数量。ii)扩大浇口iii)更改浇口位置,使融合线的位置改变。i材料要干燥好ii)减少脱模剂,在材料的汇合处增加排气槽。iii)改善内腔里的排除条件i)升高材料的温度ii)升高模具温度iii)增强射出压力i)加速射出速度)设置余料洼坑i)在融合部位设棱ii)加厚成形品的壁层8气泡------在材料为充分干燥时,是挥发物或空气所致;大多时候发生在产品胶厚的位置,实际是材料的收缩引起的真空气泡[1]浇口或流道过小[2]射出压力低[3]过剩的水分[4]成形品的设计不良[5]排气不良9黑条纹及烧痕------实际是材料受到高温、高压的作用出现分解烧焦的现象。[1]材料过热[2]成形机不良[3]模具的设计不良。浇口小。排气不良10.龟裂------实际是材料由无规则状态被注塑成型为特定形状时,内部的分子结构产生的内应力所致。[1]射出压力过强[2]材料的流动不畅[3]推挺钉在厚层部位[4]排气不痕[5]保压的调整不良[6]热性裂痕大[7]化学药品的侵蚀11.离模溢料------[1]浇口的设计不当[2]射出速度快[3]材料的温度低[4]模具温度低i)扩大浇口或流道ii)将进胶位置改到容易产生收缩或气泡的位置。iii)提高模具的温度。i)增强射出压力ii)延长保压时间i)充分干燥好材料i)消除壁厚的剧变部位ii)增强保压时的压力i)在容易产生捕捉空气的部位设置推挺钉ii)实行真空排气i)降低材料的温度ii)缩短成形周期iii)使用小型成形机.i)减少螺桨的旋转数i)消除炮筒内螺杆和炮筒的伤痕ii)消除螺桨的伤痕iii)检查螺杆止流环是否有破损i)扩大浇口ii)放慢射出速度iii)扩大推挺钉与模具的间隙iii)在模具耦合面加上排气用的条缝i)采用真空排气法i)减弱射出压力i)升高材料的温度ii)使用模具机提高模具温度iii)避免急剧的壁厚变化i)将边角部分加圆i)改变推挺钉的位置ii)将模具分割为三块i)扩大推挺钉与模具的间隙ii)将模具分割为三块iii)采用压缩空气脱模方法i)减少保压压力ii)缩短保压时间iii)使用浇口阀i)喷头上使用单向阀i)进行成形品的退火后处理,对于有金属镶件的塑料成型,需先加热镶件。i)不用侵蚀性溶剂擦拭内腔,洗涤嵌衬i)修正浇口,使之向料薄方向流去ii)扩大浇口的断面积iii)改为翼片浇口i)减慢射出速度i)升高材料的温度i)升高模具温度12.弯曲---
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 fan_1971
fan_1971
本文标题:塑料电镀基础知识[1]
链接地址:https://www.777doc.com/doc-310123 .html