您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 第3章塑料模工艺与结构
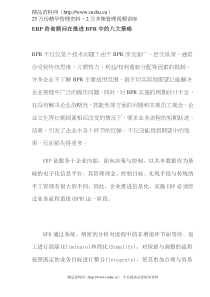
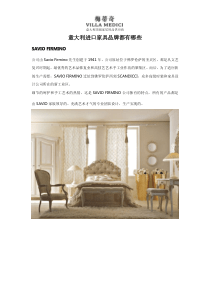
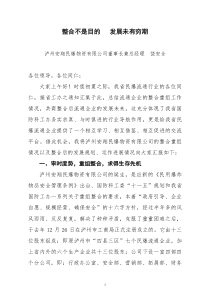
第3章塑料模工艺与结构•3.1塑料模的分类•3.2注射塑料模具结构•3.3塑料注射模具标准件•3.4塑料注射模具设计基础•3.5塑料制件的设计1塑料•塑料是以树脂为主要成分的有机化合物,又分为天然树脂与合成树脂两类。天然树脂包括树木分泌物(松香、橡胶等),昆虫分泌物(虫胶等),石油附产物(沥青等),相对来说产量小、性能差。合成树脂是以石油为主要原料,采用化学方法合成的,保留了天然树脂的结构特性,改善了成型工艺性能和使用性能,产量大且性能好。23.1塑料模的分类•热塑性塑料:•热塑性塑料指具有加热软化、冷却硬化特性的塑料。我们日常生活中使用的大部分塑料属于这个范畴。加热时变软以至流动,冷却变硬,这种过程是可逆的,可以反复进行。•热固性塑料:•热固性塑料特点是在一定温度下,经一定时间加热、加压或加入硬化剂后,发生化学反应而硬化。硬化后的塑料化学结构发生变化、质地坚硬、不溶于溶剂、加热也不再软化,如果温度过高则就分解。33.1塑料模的分类注射成型模具发泡成型模具成型模具分类注射成型模具热固性塑料机外装卸机外装卸热塑性塑料挤出成型模具吹塑成型模具直角式卧式立式压铸成型模具压制成型模具压铸成型模具压制成型模具半封闭式敞开式封闭式水平分型垂直分型半封闭式敞开式封闭式45671.注射成型模注射模1—推杆2—推杆固定板3—推板导套4—推板导柱5—推板6—拉料杆7—复位杆8—支撑钉9—导柱10—导套11—定模型腔板12—浇注系统13—塑件14—型芯891.型腔(定模)•型腔是成形塑件外表面的凹状零件(包括零件的内腔和实体两部分)102.型芯(动模)•型芯是成形塑件内部几何形状的零件。其结构形式也有:整体式、整体镶拼式、局部镶拼式和组合式,如图3-6所示是组合式型芯。(镶拼后)(镶拼前)113.镶件•镶件就是当成形零件(凹模、凸模或型芯)有易损或难以整体加工的部位时,与主体件分离制造并嵌在主体件上的局部成形零件。镶件结构如图3-7所示。124.滑块•滑块就是成形塑件的侧孔,侧凹或侧台,沿导向件上滑动,带动侧型芯完成抽芯和住复动作的零件。滑块结构如图3-8所示。135.斜滑杆•斜滑杆就是利用与斜面配合而产生滑动、兼有成形、推出和抽芯作用的拼块。斜滑杆结构如图3-9所示。146.定位环•定位环就是使注射机喷嘴与模具浇口套对中,决定模具在注射机上安装位置的定位零件。定位环形式如图3-10所示。157.浇口套•浇口套与注射机的喷嘴直接对接,是熔料进入模具型腔的入口。浇口套又称为唧嘴,其类型可分为二大类:普通唧嘴和热唧嘴。如图3-11所示。普通唧嘴热唧嘴168.开闭器开闭器就是使模具完成闭合及拉断料头和打开模具。开闭器结构如图3-12所示。17模具零件结构应用18模具零件结构应用•该模具的成型过程是:首先注射机将塑料注射进热唧嘴,再经热唧嘴流进动、定模,塑料充满动、定模后,动、定模开始开模(注:开模过程中,定模不动,动模运动),因为斜导柱固定在A板上,所以斜导柱也带动滑块进行抽芯,而斜滑杆也跟着动模向下移动,动模运动到一定距离后,停止运动,然后由注射机的顶杆开始推动底针板,在底针板运动的过程中,斜滑杆也跟着运动,并做斜向抽芯以及顶出制品。1-1.avi193.3塑料注射模具标准零件•注塑成型模组成:•成型零件、支撑与固定件、抽芯零件、•导向零件、定位与限位零件、推出零件、冷却与加热零件、以及模架组成。201.推杆作用、国家标准、尺寸范围、技术要求:1.棱边不允许倒钝2.端面不允许右中心孔3.按照国标GB/T4170-1984标准规定212.标准直导套作用、国家标准、尺寸范围、技术要求:1.热处理硬度50-55HRC,渗碳0.5-0.8淬硬56-60HRC2.形位公差值t取6级3.倒角不大于0.5*4504.其他按国标GB/T4170-1984规定223.标准带头导柱234.推板245.标准模板256.标准支承柱263.3.2中小型标准模架•塑料注射模标准模架共有两种,即GB/T12556.1~12556—1990《塑料注射模中小型模架》•和GB/T12555.1~12555.15—1990《塑料注射模大型模架》。•两种标准模架的区别主要在于适用范围。中小型标准模架的模板尺寸B×L≤500mm×900mm,而大型标准模架的模板尺寸B×L为630mm×630mm~1250mm×2000mm。271.中小型标准模架结构型式A1型:定模采用两块模板,动模一块模板,设置推杆推出装置,适用于单分型面注射成型模具。A2型:动定模均采用两块模板,设置推杆推出装置,适用于直接浇口,采用斜导柱侧抽芯的注射成型模具。A3:定模两块模板动模一块模板,设置推杆推出装置,适用于薄壁壳体类塑料制品的成型,以及脱模力大无退出痕迹注射成型慕。A4:动定模均采用两块模板,设置推杆推出装置,适用范围同A328•单分型面注射模•1-推料杆2-推杆3-带头导件4-型芯5-型腔6-冷却通道7-定位圈8-主浇道衬套9-定模座板10-定模板11-动模板12-支撑板13-垫块〔模脚)14-推杆固定板15-推板29•双分型面注射模具•1-支架2-支承板3-型芯固定板4-推件板5-导柱6-限位钉7-弹簧8定距拉板9-主浇道衬套10-定模座板11-中间板〔浇道板)12-导柱13-推杆14-推杆固定板15-推板30•带侧向分型抽芯的注射模•1-楔紧块2-斜导柱3-侧型芯4-型芯5-固定板6-支承板7-支架8-动模座板9-推板10-推杆固定板11-推杆12-拉料杆13-导柱14-动模板15-主浇道衬套16-定模板17-定位环31•热流道注射模•1-动模座板2-支架3-推板4-推杆固定板5-推杆6-支承板7-导套8-动模板9-型芯10-导柱11-定模板12-型腔13-支架14-喷嘴15-热流道板16-加热器孔道17-定模座板18-绝热层19-主浇道衬套20-定位环21-注射机喷嘴3233标记方法•塑料注射模中小型模架规格的标记方法如图3-26中小型模架规格的标记方法所示。•例如,A3—355450—16—F2GB/T12556—1990,•即为基本型A3型模架,•模板B×L为355×450,•规格编号为16有肩导柱反装。•p77表3-1模架的尺寸组合343.4塑料注射模具设计基础•塑料模具包括普通模具、二板式模具、三板式模具及特种模具、带嵌件模具、侧向分型模具、自动卸螺纹模具、定模顶出模具、无流道模具。353.4.1成型部分设计•成型部分一般由型腔、型芯、镶件组成。•型腔成型塑料制件的外表面。•型芯成型塑料制件的内表面。361.型腔结构设计•型腔,又叫凹模,是成型塑件外表面的工作零件,按其结构可分为整体式和组合式两类。•1.整体式•这类型腔由一整块金属材料加工而成,如右图所示。特点是结构简单、强度大、刚性好,不易变形,塑件无拼缝痕迹,适用于形状简单的中小型塑件。•2.组合式•当塑件外形较复杂时,常采用组合式型腔以改善加工工艺性,减少热处理变形,节省优质钢材。37型芯结构设计1.型芯的结构形式凹模的结构随着塑件形状、成型需求、模具加工装配等工艺要求而变化,有以下几种形式:整体式凹模整体嵌入式凹模局部镶嵌式凹模大面积相拼凹模382.型芯结构设计大型模具不易采用整体式结构:※不便于加工,维修困难※切削量太大,浪费钢材※大件不易热处理(淬不透)搬运不便※模具生产周期长,成本高由整块材料构成结构特点:牢固、不易变形、塑件质量好。适用范围:形状简单或形状复杂但凹模可用电火花和数控加工的中小型塑件。393.成型零件钢材的选用•1)材料加工性能好,便于加工可得到较高的精度。•2)抛光性能好,要求抛光Ra≤0.05um。硬度HRC35~40为宜。显微组织均匀致密。•3)耐磨性和抗疲劳性能好,型腔受高压塑料熔体冲刷,而且受冷热交变应力作用。不能形成裂纹,保持稳定的尺寸精度。•4)具有耐腐蚀性,有些塑料具有腐蚀性,聚氯乙烯。408.4.2成型零件工作尺寸的计算•所谓工作尺寸是指成型零件上直接用以成型塑件部分的尺寸,主要有型腔和型芯的径向尺寸,型腔的深度或型芯的高度尺寸、中心距尺寸等。任何塑件都有一定的尺寸要求,在安装和使用中有配合要求的塑件,其尺寸公差常要求较小。•在设计模具时,必须根据塑件的尺寸和公差要求来确定相应的成型零件的尺寸和公差。41•1.影响塑件尺寸公差的因素•影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有:•1成型零件的制造误差·成型零件的公差等级越低,其制造公差也越大,因而成型的塑件公差等级也就越低。实验表明,成型零件的制造公差δz,一般可取塑件总公差△的1/3~1/4,即δz=△/3一△/4。•2成型零件的磨损量。由于在成型过程中的磨损,型腔尺寸将变得越来越大,型芯或凸模尺寸越来越小,中心距尺寸基本保持不变。塑件脱模过程的摩擦磨损是最主要的,因此,为了简化计算,凡与脱模方向相垂直的成型零件表面可不考虑磨损;而与脱模方向相平行的表面应考虑磨损。•对于中小型塑件,最大磨损量δc可取塑件总公差△的1/6,即δc=△/6;对于大型塑件则取取△/6以下。42•3成型收缩率的偏差和波动。收缩率是在一定范围内变化的,这样必然会造成塑件尺寸误差。因收缩率波动所引起的塑件尺寸误差可按下式计算•δz=(Smax-Smin)L•式中δz-收缩率波动所引起的塑件尺寸误差;•Smax塑料的最大收缩率(%);•Smin一塑料的最小收缩率(%);•L—塑件尺寸。•据有关资料介绍,一般可取δz=△/3。(△塑件的总公差)•设计模具时,可以参照试验数据,根据实际情况,分析影响收缩的因素,选择适当的平均收缩率。•4模具安装配合的误差。由于模具成型零件的安装误差或在成型过程中成型工件配合间隙的变化,都会影响塑件的尺寸误差。安装配合误差常用δy表示。•5水平飞边厚度的波动。水平飞边厚度很薄,甚至没有飞边,所以对塑件高度尺寸影响很小。误差用δf表示。43•综上所述,塑件可能产生的最大误差即为上述各种误差的总和,即δ=δz+δc+δa+δy+δf(3-2)•式(2-2)是极端的情况,即所有误差都同时偏向最大值或最小值时得到的,这种机率接近于零,各种误差因素会互相抵消一部分。•由式(2-2)可知,塑件公差等级往往是不高的。塑件的公差值应大于或等于上述各种因素所引起的积累误差即≥δ(3-3)制造磨损收缩安装飞边442.成型零件工作尺寸计算方法•(1)型腔和型芯径向尺寸塑件总公差•1型腔径向尺寸:已知在规定条件下的平均收缩率Scp,塑件尺寸Ls-△(塑件总公差),磨损量δc,则塑件的平均尺寸为LM(型腔最小尺寸)-△/2,如以LM+δZ(制造误差)表示型腔尺寸,则型腔的平均尺寸为LM+δZ/2,型腔磨损量δC/2时的平均尺寸为LM+δZ十δC/2,而制造公差•Lm+δZ/2+δC/2=(Ls-△/2)+(Ls-△/2)Scp•型腔塑件•对于中小型塑件,令δz=△/3,,并将比其他各项小得多的(△/2)SCP略去,则为制造•Lm=Ls+LsSpc-3/4△•标注制造公差后,则为(Lm=Ls+LsSpc-3/4△)+δZ•(3-4)45•2型芯径向尺寸:•已知在规定条件下的平均收缩率Scp塑件尺寸Ls+△(塑件公差)、磨损量δc,如以LM(型腔)-δZ表示型芯尺寸,经过和上面型腔径向尺寸计算类似的推导,可得•LM(型腔)={Ls(塑件)+LsScp+3/4△}-δZ(3-5)••上列式(3-5)中,△(塑件公差)的系数取1/2–3/4,塑件尺寸及公差大的取1/2,相反则取3/4。46•(2)型腔深度和型芯高度尺寸•47•型芯高度尺寸:已知在规定条件下的平均收缩率δcp,塑件孔深尺寸Hs十△,如以•HM一δz表示型芯高度尺寸,经过类似推导可得•(3-7)483.4.2浇注系统设计图3-27普通浇注系统1-分流道2-浇口3-主流道4-冷料井浇注系统的功能是:使熔体平稳有序的注入型腔,把注射压力充分传递到型腔各个部位,以获得组织致密、外形清晰的塑件。493.4.2浇注系统的设计原则•浇注系统是指模具中从注射机喷嘴开始到型腔为止的塑料流动通道。设计浇注系统时
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 suedy
suedy
本文标题:第3章塑料模工艺与结构
链接地址:https://www.777doc.com/doc-313465 .html